

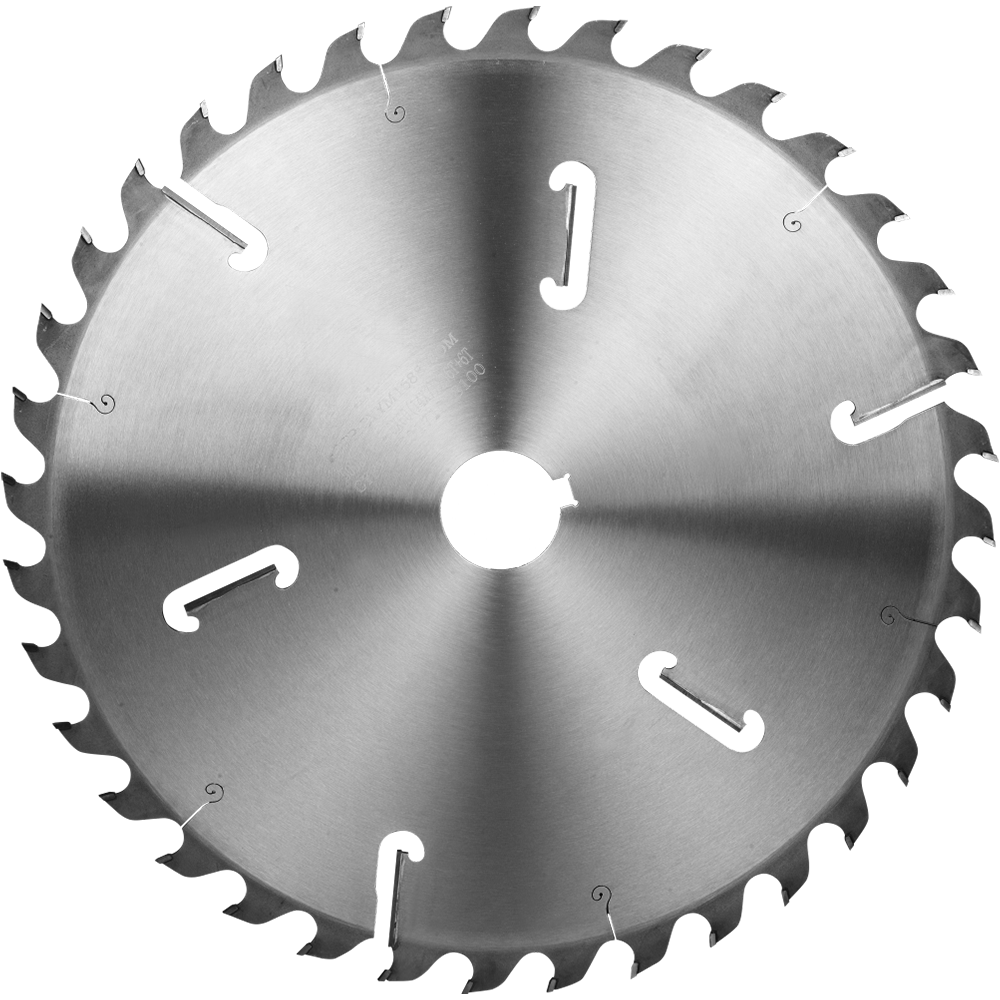








 Feedback from our customers: The blades, manufactured with German-imported substrates and Luxembourg alloy welding technology, last up to 3× longer than general saw blades when cutting melamine, particleboard, MDF, solid wood composite board.
Feedback from our customers: The blades, manufactured with German-imported substrates and Luxembourg alloy welding technology, last up to 3× longer than general saw blades when cutting melamine, particleboard, MDF, solid wood composite board.





 Compatible with Evolution Power Tools, Milwaukee, and other major brands.
Compatible with Evolution Power Tools, Milwaukee, and other major brands.

 Industry Benchmark: Outperforms bi-metal alternatives in cutting speed, accuracy, and durability.
Industry Benchmark: Outperforms bi-metal alternatives in cutting speed, accuracy, and durability.