
The global market for industrial woodworking cutting tools is projected to exceed $5.3 billion by 2027, yet nearly 40% of woodworking manufacturers report that poorly matched tooling is their single largest source of preventable waste. This buyer’s guide breaks down every category of industrial woodworking cutting tool — from carbide saw blades and PCD router bits to CNC-specific end mills — so you can match the right geometry, material, and coating to your exact production requirements. Whether you’re outfitting a new CNC machining center or replacing worn tooling on a legacy moulder, the sections below will walk you through selection criteria, cost trade-offs, and maintenance practices that directly impact your per-part economics.
What Are Industrial Woodworking Cutting Tools and Who Needs Them
Industrial woodworking cutting tools are precision-engineered implements designed to shape, size, and finish wood-based materials at production scale. Think saw blades spinning at 6,000+ RPM on a panel saw, carbide-tipped router bits carving profiles on a CNC center for 16 hours straight, or diamond-edged hoggers chewing through laminated particleboard at feed rates above 30 meters per minute. These are not the blades you grab at a weekend hardware store.
The gap between hobbyist-grade and industrial-grade is enormous. A consumer saw blade might cut 500 linear meters before dulling. Its industrial counterpart — built with micro-grain tungsten carbide or polycrystalline diamond (PCD) tips — can push past 15,000 meters with consistent edge quality. Tolerances matter here: industrial tools hold dimensional accuracy within ±0.05 mm, a requirement that hobby tools simply aren’t built to meet. If you’re curious about how entry-level tools compare, this guide to beginner woodworking cutting tools breaks down the differences well.
So who actually buys these? Furniture manufacturers running batch production. Cabinet shops producing 200+ units per week. Flooring mills, door factories, structural timber processors, and packaging plants that cut pallets and crates by the thousands. According to Grand View Research, the global woodworking machinery market — which directly drives cutting tool demand — was valued at over $4.9 billion in 2023. Every one of those machines needs tooling that won’t fail mid-shift.
If your operation measures output in pieces per hour rather than projects per month, industrial woodworking cutting tools aren’t optional. They’re the difference between hitting delivery deadlines and explaining delays.

Main Types of Industrial Woodworking Cutting Tools and Their Best Applications
Each category of industrial woodworking cutting tools serves a distinct purpose on the production floor. Picking the wrong type wastes money and time. Here’s a concise breakdown of the core families and where they fit best.
Saw blades split into three main sub-types. Circular saw blades — typically 200 mm to 450 mm in diameter — handle crosscutting, ripping, and panel sizing on table saws and beam saws. Band saw blades excel at curved or resawing cuts in solid hardwood. Panel saw blades, often scored pairs, deliver chip-free edges on melamine and laminated boards. If you’re cutting engineered panels frequently, carbide-tipped saw blades are the default choice for clean, repeatable results.
Router bits and moulding cutterheads cover profiling, edge shaping, and joinery. Router bits range from simple straight flutes to complex ogee profiles, while cutterheads mount onto spindle moulders for high-volume crown moulding or flooring tongue-and-groove runs. Boring bits — including through-hole, blind-hole, and dowel drills — are essential in cabinet line drilling for hinge cups and shelf pins.
Planer and jointer knives flatten and thickness rough lumber. Disposable indexable inserts have largely replaced re-sharpenable HSS knives in high-output shops because blade changes take under five minutes. Finally, CNC tool holders (HSK, ISO 30, BT) act as the critical interface between spindle and cutter; a poor-quality holder introduces runout that shortens every tool it grips. According to Woodworking Network, runout exceeding 0.01 mm can cut tool life by up to 50%.

Matching the Right Tool to Your Machining Process — Sawing, Milling, Drilling, and Profiling
Start with the process, not the tool. A 60-tooth ATB blade that excels at crosscutting hardwood panels will choke on a rip cut through 80 mm solid oak — even though both operations happen on the same table saw. Selecting industrial woodworking cutting tools by machining process first eliminates the most common mismatch errors buyers make.
Sawing — Rip vs. Crosscut
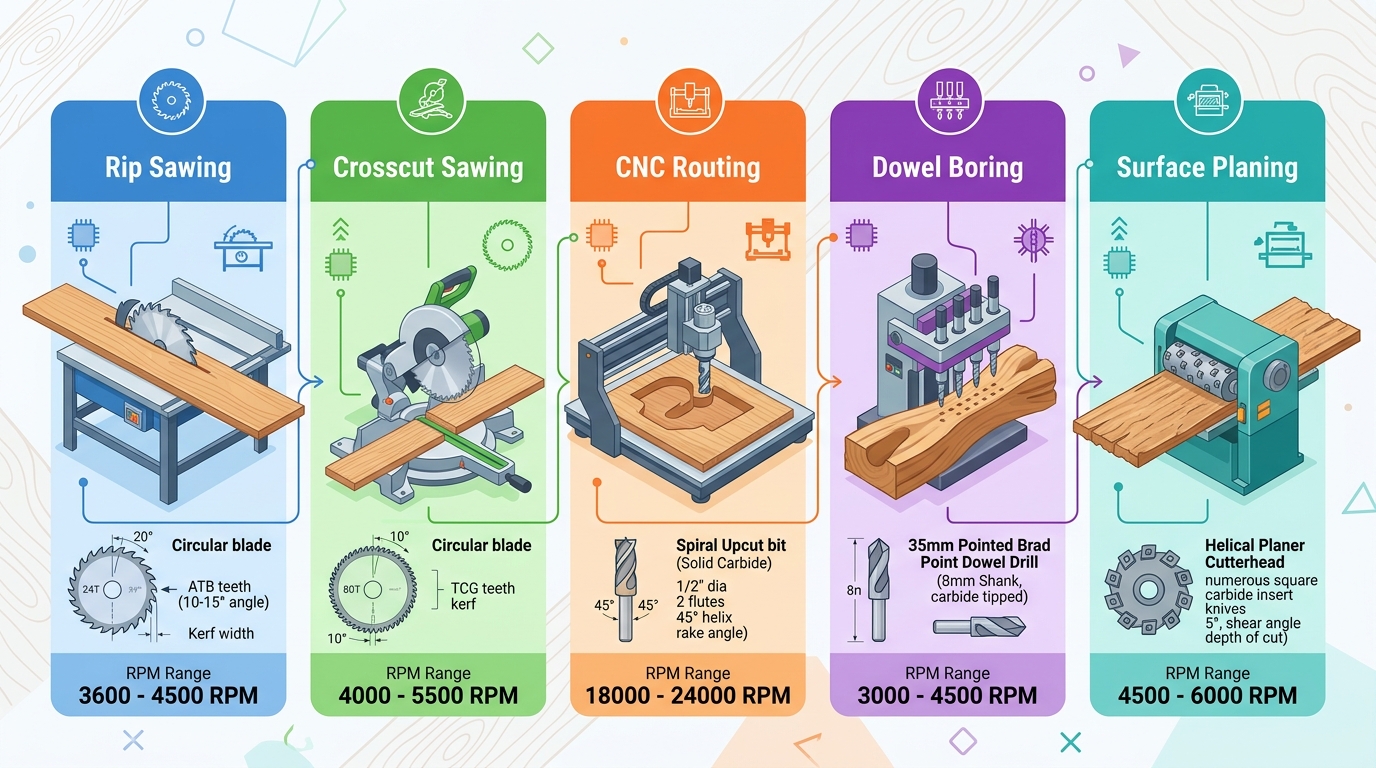
Rip cuts follow the grain and demand fewer teeth (typically 24–30T) with a positive hook angle around 20° to clear chips aggressively. Crosscuts need 60–80T blades with an alternating top bevel (ATB) grind and a shallower 10–15° hook to shear fibers cleanly. Feed rates differ dramatically: rip operations often run at 15–25 m/min, while crosscuts stay below 10 m/min to avoid tearout. For a deeper breakdown, see our guide on how to choose the right saw blade for wood.
CNC Nesting, Routing, and Edge Profiling
Nesting on a flatbed CNC router calls for compression spiral bits — typically 3-flute, 12 mm diameter — spinning at 18,000–24,000 RPM with chip loads of 0.03–0.05 mm per tooth. Edge profiling and moulding shift the priority toward custom-ground shaper cutters or replaceable-knife cutter heads that maintain exact profile geometry across thousands of linear meters.
Drilling and Planing
Through-hole and dowel boring require brad-point or through-bore bits with centering spurs. Spindle speeds here are lower — 4,000–8,000 RPM — and chip evacuation matters more than surface finish. Planing heads, by contrast, operate at peripheral speeds near 60 m/s, so knife balance and clamping torque become safety-critical factors. The OSHA woodworking standards specify guarding and speed limits worth reviewing before specifying any cutterhead.
Tool Material and Coating Technology Compared — Carbide vs. PCD vs. HSS
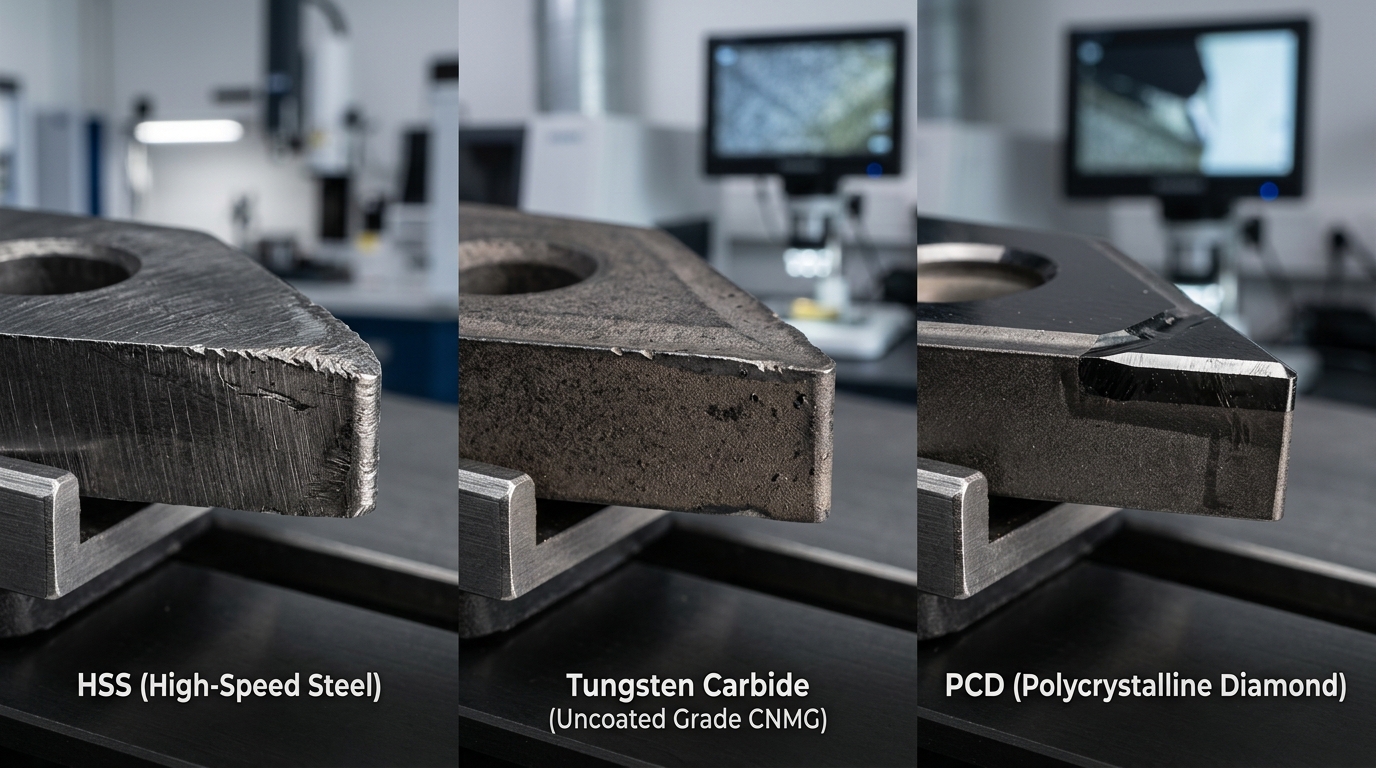
Material choice determines everything — tool life, finish quality, and your real cost per cut. HSS (high-speed steel) is the most affordable option, with a Rockwell hardness around 62–65 HRC. It resharpens easily and works fine for short runs in softwood. But push it past 50 m/s cutting speed or into abrasive MDF, and the edge dulls fast.
Tungsten carbide (TCT) sits in the sweet spot for most industrial woodworking cutting tools. Hardness jumps to roughly 89–93 HRA, and heat tolerance reaches about 800 °C. That means 3–5× the edge life of HSS in panel processing. PCD tips go further still — around 6,000–8,000 HV on the Vickers scale — and can last 50× longer than carbide when cutting melamine, HPL, or engineered stone composites. The trade-off? A PCD router bit can cost 8–12× more upfront, and it can’t be resharpened on a standard grinding wheel; it requires EDM or laser re-tipping. For a deeper look at material selection for engineered boards, see our guide on choosing the best cutting tool material for MDF.
When Coatings Actually Pay Off
Coatings add a functional layer without changing the base geometry. TiN (titanium nitride) reduces friction and adds modest heat resistance — useful on HSS tooling. TiAlN handles higher temperatures, making it better suited for high-feed CNC operations. DLC (diamond-like carbon) coatings, with a friction coefficient as low as 0.05, excel at preventing resin buildup on carbide tooling used in green or sap-heavy timber. According to Oerlikon Balzers, DLC-coated tools can extend service intervals by 200–300% in adhesive-prone applications. The coating premium — typically 15–30% over uncoated — pays for itself within a few hundred linear meters of cut.
Selecting Cutting Tools for CNC Woodworking Centers — Key Factors and Common Mistakes
CNC routers punish bad tool choices fast. A manual operator can adjust feed mid-cut; a CNC machine runs the programmed path regardless, so every variable — shank fit, flute count, spiral direction — must be dialed in before the spindle starts.
Shank Compatibility and Tool Holder Balance
Shank diameter must match the collet precisely. A 12 mm shank forced into a 1/2-inch (12.7 mm) collet introduces 0.7 mm of runout risk, which accelerates edge wear and leaves visible chatter marks. According to Onsrud’s tooling guidelines, runout beyond 0.025 mm at the tool tip can cut carbide life by up to 50%. Cheap collets are the silent killer here — buyers spend heavily on industrial woodworking cutting tools, then mount them in worn ER collets that wobble.
Spiral Direction Matters More Than You Think
Upcut spirals pull chips out efficiently but can lift veneered panels and tear the top surface. Downcut spirals press material down for clean top edges yet pack chips into the cut, generating heat. Compression bits solve both problems: the lower flutes cut upward while upper flutes cut downward, producing clean faces on both sides of sheet goods. For a deeper comparison, see our spiral vs. straight router bit guide.
Costly Mistakes Buyers Keep Making
- Over-prioritizing unit price. A $9 bit that lasts 800 linear meters costs more per part than a $22 bit lasting 3,000 meters.
- Ignoring flute count for the material. Three-flute bits in soft pine clog instantly; single-flute designs clear chips far better at high RPM.
- Using the same geometry for MDF and plywood. MDF is abrasive and homogeneous; plywood has alternating grain layers that demand different rake angles.
Selecting industrial woodworking cutting tools for CNC centers is really about system thinking — the bit, the holder, the collet, and the programmed parameters all function as one unit. Get any single element wrong, and the others can’t compensate.
Practical Maintenance Strategies to Extend Tool Life and Reduce Per-Part Cost
A dull blade doesn’t just cut poorly — it burns money. Most shops replace industrial woodworking cutting tools too early or too late, and both mistakes inflate costs. The fix is a structured maintenance routine paired with a simple cost-per-cut framework.
Sharpening Schedules and Resin Removal
Track linear meters cut, not calendar days. A typical carbide-tipped saw blade running MDF can handle 3,000–5,000 linear meters before needing a regrind, but resin-heavy materials like pine plywood shorten that window by roughly 30%. Clean resin buildup every shift using a non-caustic blade cleaner — soaking for 15 minutes dissolves pitch without attacking brazing joints. For deeper guidance on material-specific wear, check our guide on choosing cutting tool materials for MDF.
Regrind or Replace?
Here’s the rule: if regrinding costs exceed 35–40% of a new tool’s price, replace it. Carbide tips can typically survive 4–6 regrinds before the tooth geometry degrades beyond spec. PCD tools tolerate fewer — usually 2–3 — but each regrind restores near-original performance. According to the Woodworking Network, tracking regrind history per tool serial number is one of the simplest ways to control tooling budgets.
Cost-Per-Cut Calculation
Use this formula: (Tool Price + Total Regrind Costs) ÷ Total Parts Produced = Cost Per Part. A $280 blade reground three times at $55 each produces 48,000 parts. That’s $0.009 per cut. Compare that to a $120 blade lasting only 12,000 parts with one regrind — $0.011 per cut. The cheaper blade actually costs 22% more per part.
Frequently Asked Questions About Buying Industrial Woodworking Cutting Tools
How do I know when a tool needs replacing?
Watch for burn marks on workpieces, increased feed resistance, or chipping along edges. A carbide saw blade running MDF typically lasts 8,000–12,000 linear meters before needing service. Once resharpening removes more than 20% of the original tooth face, replacement is the smarter move.
Can PCD tools be resharpened?
Yes — but only by shops equipped with diamond grinding wheels and CNC sharpening centers. A quality PCD router bit can handle 5–7 resharpenings before the diamond layer thins out. Budget roughly 30–40% of the new-tool price per service cycle.
What separates industrial-grade saw blades from consumer ones?
Plate steel thickness, carbide grade, and brazing quality. Industrial blades use C4-grade micro-grain carbide and laser-cut steel bodies tensioned for high RPM. Consumer blades skip these steps to hit a price point. For a deeper comparison, check our guide on carbide tipped saw blades for wood.
European vs. Asian suppliers — how do I choose?
European manufacturers like Leitz and Leuco set the benchmark for tolerance and consistency. Asian suppliers have closed the gap significantly, especially for standard geometries, often at 40–60% lower cost. Request sample tools and run your own cut-quality tests before committing to volume orders.
What certifications matter?
Look for compliance with ISO 15641 for milling cutters and EN 847 for safety requirements on industrial woodworking cutting tools. MPA certification from a German testing institute is another strong trust signal, particularly for high-speed saw blades rated above 80 m/s.
Final Buyer’s Checklist — How to Make a Confident Purchasing Decision
Use this checklist before placing your next order for industrial woodworking cutting tools. Print it, share it with your procurement team, and run through every line item.
- Define your material first. Solid hardwood, MDF, melamine-faced particleboard, and plywood each demand different geometries and substrates. If you’re unsure, start with our guide to choosing cutting tool materials for plywood.
- Match the tool to the process. Sawing, routing, boring, and edge profiling are not interchangeable categories. Specify RPM range, feed rate, and cut depth before selecting tooth count or flute design.
- Pick the right substrate. Carbide covers 80% of general production. PCD pays for itself above 50,000 linear meters on abrasive boards. HSS only makes sense for low-volume softwood work.
- Vet your supplier. Ask for ISO 9001 certification, regrind services, and documented runout tolerances (under 0.02 mm for CNC tooling). Request a trial batch — any reputable manufacturer will agree.
- Budget for maintenance. Factor in 3–5 resharpenings per tool life cycle. Schedule inspections every 8 hours of spindle time and track per-part cost, not just purchase price.
- Document everything. Log tool model, run hours, regrind count, and finish quality per batch. This data turns guesswork into repeatable decisions.
Ready to put this checklist into action? Contact a tooling specialist today — request a quote, send your material specs and production volumes, and get a recommendation tailored to your exact line. The right tool isn’t the most expensive one; it’s the one matched precisely to your cut.


