
The single biggest factor in your cut quality isn’t your saw, your technique, or even the wood itself — it’s the blade. A 40-tooth ATB blade on a table saw will rip through oak beautifully, but use that same blade to crosscut plywood veneer and you’ll get tearout ugly enough to ruin a $200 sheet. Choosing the right saw blade for wood comes down to matching five variables: tooth count, tooth grind geometry, kerf width, blade material, and the specific wood you’re cutting. Get those right, and every cut comes off the saw clean. Get even one wrong, and you’re sanding, filling, or scrapping material.
How to Choose the Right Saw Blade for Wood: The Quick Answer
Here’s the decision framework stripped down to its essentials:
| Decision Factor | What to Look For | Quick Rule |
|---|---|---|
| Cut Direction | Ripping (with grain) vs. Crosscutting (across grain) | Rip = fewer teeth (24T); Crosscut = more teeth (60–80T) |
| Wood Material | Hardwood, softwood, plywood, MDF, melamine | Engineered panels need higher tooth counts and Hi-ATB or TCG grinds |
| Saw Type | Table saw, miter saw, circular saw, band saw | Match blade diameter, arbor hole, and max RPM to your machine |
| Kerf Width | Thin kerf (~0.091″) vs. Full kerf (~0.125″) | Thin kerf for underpowered saws (<3 HP); full kerf for stability |
| Blade Material | HSS, carbide-tipped (TCT), PCD | Carbide-tipped is the standard for 90% of wood cutting in 2026 |
That table covers roughly 80% of blade selection decisions. But the remaining 20% — tooth grind geometry, hook angle, expansion slots, coating type — is where the difference between a good cut and a great cut lives. The sections below break down each factor so you can make a precise choice rather than an educated guess.
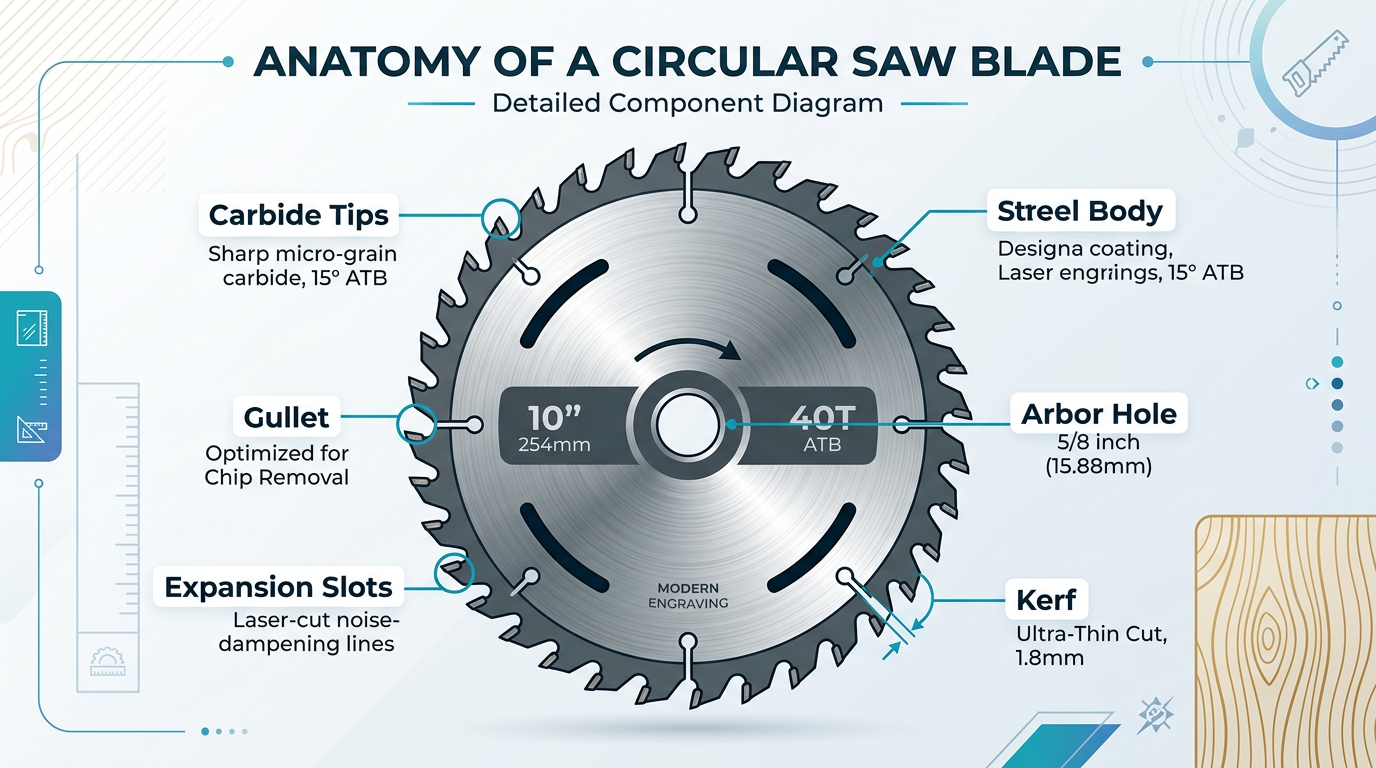
Understanding Saw Blade Anatomy: Kerf, Teeth, Gullets, and More
Before you can pick the right blade, you need to speak the language. A saw blade isn’t just a steel disc with pointy bits — every component serves a specific mechanical purpose. Skip this section if you already know your way around blade specs, but if terms like “hook angle” and “gullet depth” are fuzzy, this is worth two minutes of your time.
The Blade Plate (Body)
The plate is the steel disc itself. Its thickness determines rigidity, vibration resistance, and kerf width. Most quality blades in 2026 use laser-cut steel plates with expansion slots — those curved cutouts near the rim that absorb heat-induced expansion and reduce vibration noise. Cheap blades skip the laser cutting, and you can hear the difference: they ring and wobble under load.
Carbide Tips
The actual cutting happens at the carbide tips brazed onto the tooth body. Tungsten carbide (TCT) is the industry standard for wood cutting. These tips are far harder than the steel plate, which is why a carbide blade outlasts an HSS blade by 10–15x in most wood applications. The grade of carbide matters too — micro-grain carbide (like C4 grade) holds an edge longer on abrasive materials like MDF and particleboard.
For extremely abrasive engineered panels or high-volume production, PCD (polycrystalline diamond) tips take durability even further, though at a significantly higher price point.
Kerf Width
Kerf is the width of the cut the blade makes — essentially, the amount of material turned into sawdust. It’s determined by how far the carbide tips extend beyond the plate. Standard full-kerf blades cut about 1/8″ (0.125″), while thin-kerf blades cut around 3/32″ (0.091″). This matters more than most people realize, especially when you’re ripping expensive hardwood and every fraction of an inch of waste adds up.
Teeth and Gullets
Each tooth does the cutting. The gullet is the valley between teeth — it carries sawdust out of the cut. Deeper gullets clear chips faster, which is why rip blades have large gullets (they produce big chips quickly). Shallow gullets on high-tooth-count blades work fine because crosscuts produce fine dust, not heavy chips.
Hook Angle (Rake Angle)
This is the angle of the tooth face relative to the blade center. A positive hook angle (typically +15° to +20°) is aggressive — teeth bite into the wood and pull the workpiece toward the blade. Great for ripping on a table saw. A negative hook angle (-5° to -6°) is the opposite: it pushes the workpiece away, giving you more control. Miter saw blades almost always use a negative or low-positive hook angle because you’re bringing the blade down onto the wood, and an aggressive positive hook can grab and kick.
Pro tip: Hook angle is the single most overlooked spec when people buy blades. Using a high positive hook blade on a sliding miter saw is genuinely dangerous — the blade can self-feed into the material and cause kickback.
Expansion Slots and Dampening Features
Laser-cut expansion slots allow the steel plate to expand under heat without warping. Some premium blades fill these slots with copper or polymer plugs to dampen vibration further. Does it make a noticeable difference? On a cabinet-grade table saw running all day, absolutely. On a jobsite circular saw making ten cuts? Probably not enough to justify the price premium.
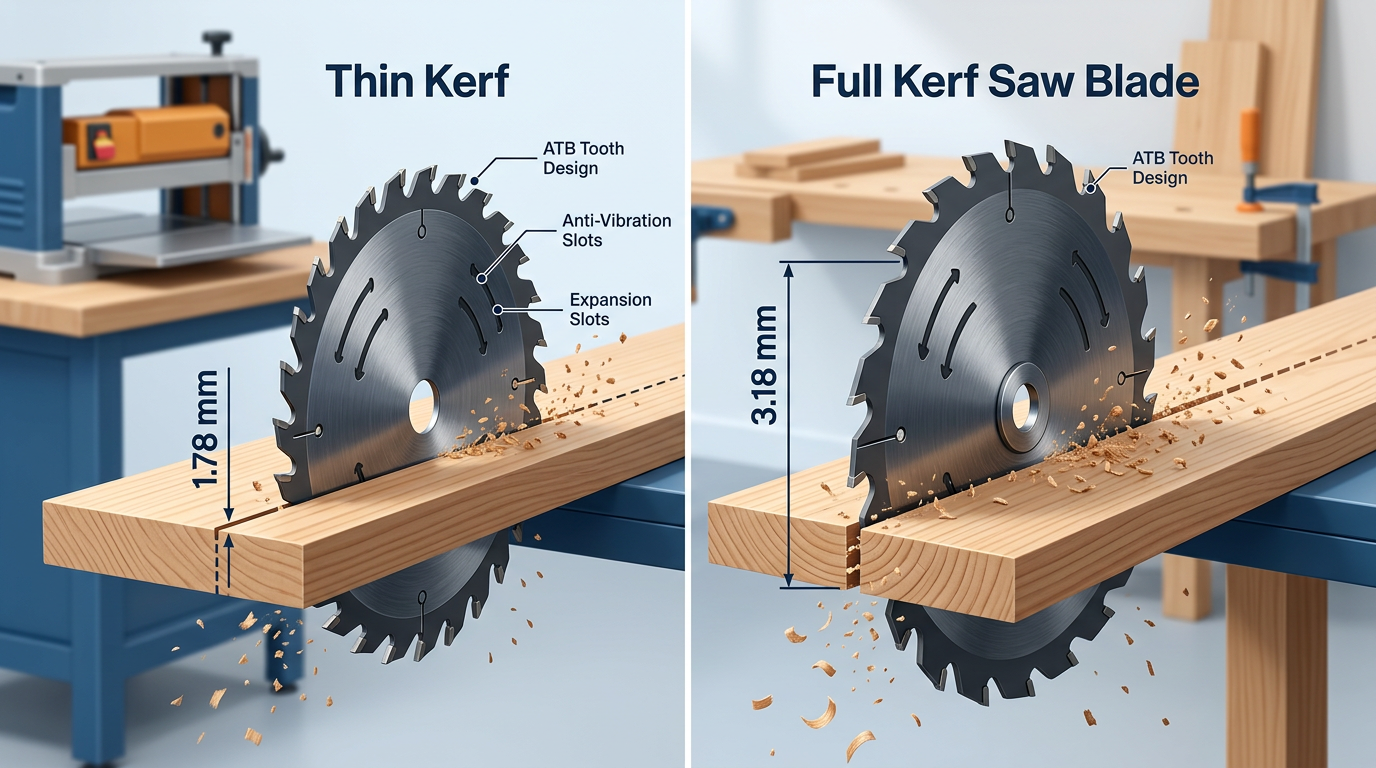
Thin Kerf vs. Full Kerf Blades: Which Should You Choose?
This debate generates more confusion than it should. Here’s the straightforward breakdown.
Thin Kerf Blades
Kerf width: ~0.091″ (2.3mm)
Thin kerf blades remove less material per cut, which means two things: your saw motor works less hard, and you waste less wood. They’re the go-to for contractor saws and portable circular saws with motors under 3 HP. On a jobsite where you’re running a 15-amp circular saw, a thin kerf blade is simply the smarter choice — your motor won’t bog down mid-cut.
The tradeoff? Thin kerf blades flex more under lateral pressure. If your table saw fence isn’t perfectly aligned, or if you’re pushing stock through with uneven pressure, a thin kerf blade can deflect and produce a cut that isn’t dead straight. For rough framing, nobody cares. For cabinet-grade joinery, that deflection can cost you a tight joint.
Full Kerf Blades
Kerf width: ~0.125″ (3.2mm)
Full kerf blades are stiffer, more stable, and produce straighter cuts — but they demand more power. Pair them with a cabinet saw running 3 HP or more and they perform beautifully. The thicker plate resists vibration better, and the wider carbide tips can be resharpened more times before the blade is done.
The Decision Matrix
| Factor | Thin Kerf | Full Kerf |
|---|---|---|
| Motor requirement | < 3 HP | 3+ HP |
| Cut straightness | Good (can flex) | Excellent |
| Material waste | ~28% less | Standard |
| Resharpening life | Fewer sharpenings | More sharpenings |
| Best for | Portable saws, underpowered table saws | Cabinet saws, production shops |
One thing that rarely gets mentioned: if you’re cutting expensive exotics like walnut or cherry, the material savings from thin kerf blades add up fast. Over a hundred rip cuts, you’re saving roughly 3.4″ of material width. That’s real money.

TPI Explained: Why Tooth Count Matters for Wood Cutting
Tooth count is probably the first spec people look at, and for good reason — it’s the single biggest predictor of cut behavior. But the relationship isn’t as simple as “more teeth = better cut.”
Here’s what’s actually happening mechanically: each tooth takes a small bite out of the wood. Fewer teeth means each tooth takes a bigger bite, removing material faster but leaving a rougher surface. More teeth means each tooth takes a smaller bite, producing a smoother surface but cutting slower and generating more heat.
Tooth Count Guidelines for Common Cuts
- 16–24 teeth: Fast ripping along the grain. Big gullets clear heavy chips. The surface will be rough — expect to joint or sand after.
- 40–50 teeth: General-purpose range. Decent rip speed with acceptable crosscut quality. This is where combination blades live.
- 60–80 teeth: Fine crosscutting and miter cuts. Smooth surface finish, minimal tearout. Slow ripping — the blade will heat up if you push it.
- 80–100+ teeth: Ultra-fine cuts on veneered panels, melamine, and laminates. Extremely slow feed rate required.
A mistake I see constantly: someone buys an 80-tooth blade thinking it’s “the best” because more teeth sounds premium. Then they try to rip 8/4 maple on a table saw and wonder why the blade burns the wood, the motor strains, and the cut takes forever. More teeth is not better — it’s different. Match the tooth count to the task.
Quick rule of thumb: At any given moment during a cut, you want at least 3 teeth engaged in the material but no more than about 10. Fewer than 3 creates vibration and rough cuts. More than 10 creates excessive friction and heat.
For band saw blades, the spec is typically expressed as TPI (teeth per inch) rather than total tooth count. The same principle applies: lower TPI for fast rough cuts, higher TPI for smooth finish cuts.
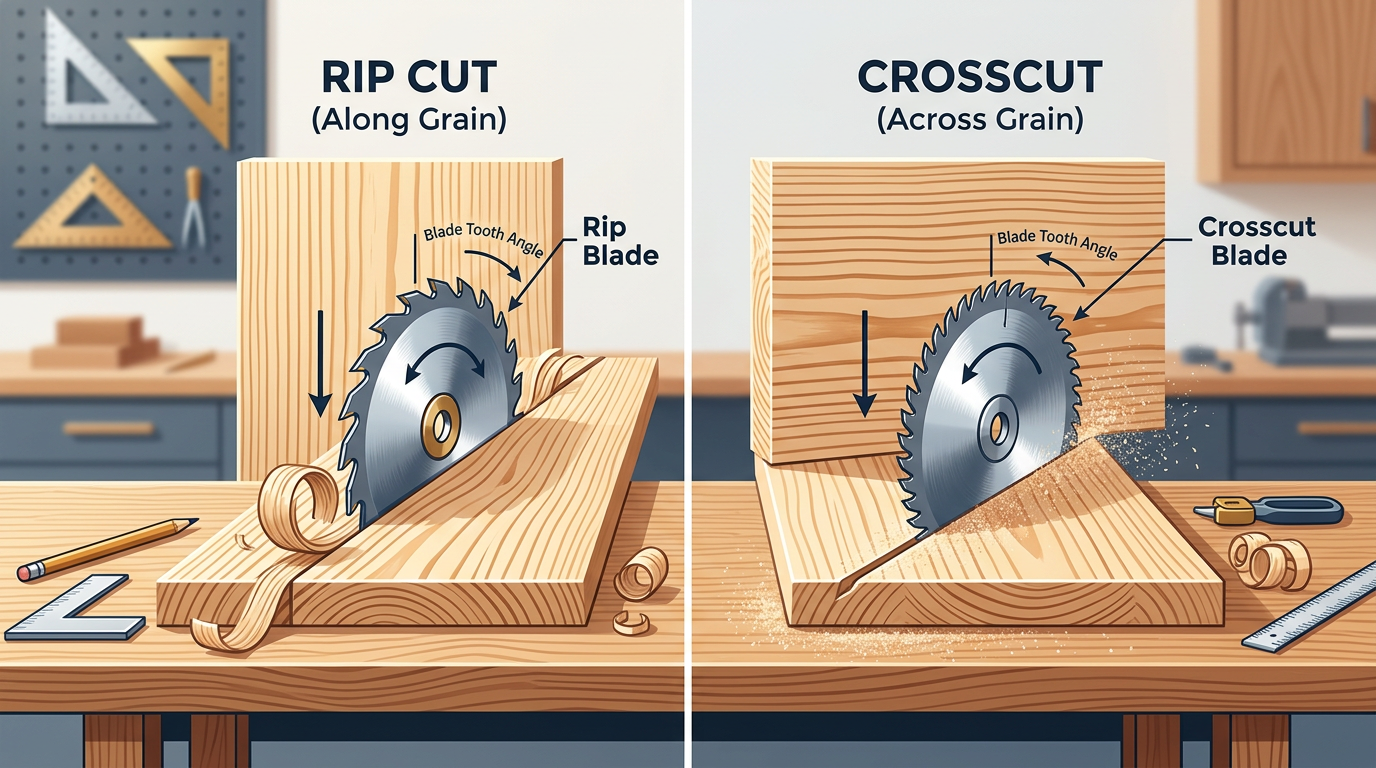
Rip Cut vs. Crosscut Blades: Key Differences and When to Use Each
This is the most fundamental blade decision in woodworking, and getting it wrong is one of the most common causes of poor cut quality. The difference between ripping and crosscutting isn’t just about direction — it’s about the physics of how wood fibers separate.
Rip Blades
When you rip wood, you’re cutting parallel to the grain. The blade is essentially splitting fibers apart along their natural direction. This produces large, heavy chips — not fine dust. A rip blade is engineered for this:
- Low tooth count: Typically 24 teeth on a 10″ blade
- FTG (Flat Top Grind) teeth: Chisel-like teeth that act like tiny chisels, scooping out material efficiently
- Deep gullets: Large valleys between teeth to carry away heavy chips
- High positive hook angle: +20° is common, pulling the wood aggressively into the blade for fast feed rates
A dedicated rip blade on a table saw will chew through 8/4 hardwood like it’s nothing. But run that same blade across the grain? You’ll get splintering and tearout that no amount of sanding will fix.
Crosscut Blades
Crosscutting goes across the grain, severing wood fibers rather than splitting them. This requires a completely different approach:
- High tooth count: 60–80 teeth on a 10″ blade
- ATB (Alternate Top Bevel) teeth: Alternating left and right bevels that slice fibers cleanly, like tiny knives
- Shallow gullets: Fine dust doesn’t need big chip clearance
- Lower or negative hook angle: +5° to -5° for controlled, non-aggressive cuts
The ATB tooth geometry is what makes crosscut blades special. Each tooth scores one side of the cut, and the next tooth scores the other side. The result is clean, splinter-free edges on both faces of the cut.
Quick Comparison
| Feature | Rip Blade | Crosscut Blade |
|---|---|---|
| Tooth count (10″ blade) | 24T | 60–80T |
| Tooth grind | FTG | ATB or Hi-ATB |
| Hook angle | +18° to +22° | +5° to -5° |
| Feed rate | Fast | Moderate to slow |
| Surface finish | Rough (needs jointing) | Smooth (often glue-ready) |
| Best saw pairing | Table saw | Miter saw, table saw |
For a deeper dive into how these two blade types compare across real-world applications, check out our detailed breakdown of woodworking cutting tools and their applications.
Combination Blades: When One Blade Needs to Do It All
Not everyone has the luxury of swapping blades between every cut. If you’re running a small shop with one table saw, or you’re on a jobsite and blade changes eat into your production time, a combination blade is the pragmatic choice.
How Combination Blades Work
A typical 50-tooth combination blade arranges teeth in groups of five: four ATB teeth followed by one FTG raker tooth, separated by a deep gullet. The ATB teeth handle crosscutting, the FTG raker cleans the bottom of the cut during rips, and the deep gullet between groups clears chips during ripping operations.
It’s a compromise. And like all compromises, it doesn’t do either job as well as a dedicated blade. A combination blade won’t rip as fast as a 24T rip blade, and it won’t crosscut as cleanly as a 80T crosscut blade. But it does both acceptably well, which is exactly what most woodworkers need 70% of the time.
When a Combination Blade Makes Sense
- You own one table saw and switch between ripping and crosscutting frequently
- You’re building furniture or cabinets where cuts will be joined, sanded, or edgebanded anyway
- You’re on a jobsite and can’t afford 5 minutes of downtime per blade change
- You’re a hobbyist who doesn’t want to invest in multiple premium blades
When to Skip the Combination Blade
If you’re doing production runs — say, ripping 50 boards of maple for cabinet sides — a dedicated rip blade will save you significant time and produce better results. Similarly, if you’re crosscutting picture-frame miters where the cut surface is the finished surface, you want a dedicated 80T crosscut blade. The combination blade is the Swiss Army knife of saw blades: useful everywhere, optimal nowhere.
Choosing the Best Saw Blade by Wood Type: Plywood, Hardwood, and Softwood
The material you’re cutting should drive your blade choice just as much as the cut direction. A blade that performs beautifully in solid pine can destroy a sheet of veneered plywood. Here’s what works for each major wood category.
Plywood and Veneered Panels
Plywood is unforgiving. The thin face veneer — sometimes only 1/32″ thick — will chip and splinter if the blade isn’t right. For clean plywood cuts:
- Tooth count: 60–80T minimum on a 10″ blade
- Tooth grind: Hi-ATB (high alternate top bevel, typically 25–35°) — the steep bevel angle slices veneer fibers instead of tearing them
- Hook angle: Low positive (+5° to +10°) for controlled entry
Here’s something most guides won’t tell you: the bottom veneer is where tearout happens on a table saw (blade exits downward). Scoring the cut line with a utility knife before cutting, or using a zero-clearance insert, often matters more than the blade itself.
MDF and Particleboard
These engineered materials are extremely abrasive because of the resin binders. They eat through standard carbide tips fast. For MDF:
- Tooth count: 60–80T
- Tooth grind: TCG (Triple Chip Grind) — the alternating flat and chamfered teeth handle abrasive materials without chipping
- Blade material: High-grade carbide (C4 micro-grain) or PCD for production environments
Hardwoods (Oak, Maple, Walnut, Cherry)
Hardwoods demand sharp carbide and appropriate tooth count for the cut type. Dense species like hard maple generate more heat, so:
- Ripping hardwood: 24T FTG blade with aggressive hook angle. Feed at a steady pace — don’t stop mid-cut or you’ll get burn marks.
- Crosscutting hardwood: 60T ATB blade. The higher density actually helps produce cleaner crosscuts because the fibers are tightly packed.
- Coating: PTFE (Teflon) or similar anti-friction coatings reduce heat buildup and resin adhesion significantly in dense hardwoods.
Softwoods (Pine, Cedar, Spruce)
Softwoods are forgiving but come with their own challenge: resin. Pine and cedar in particular deposit sticky pitch on blade teeth, which increases friction and causes burning. A coated blade helps, but honestly, the best defense is keeping your blade clean with a dedicated blade cleaner solution after every few hours of use.
- Ripping softwood: 24T is fine. Softwoods rip easily.
- Crosscutting softwood: 40–60T. You don’t need 80 teeth — softwood fibers are long and flexible, and a 60T ATB blade handles them cleanly.
For shops working with melamine-faced panels specifically, anti-chipping tooling designed for double-sided melamine can complement your blade choice and eliminate chipout on both faces.
Tooth Grind Patterns: ATB, FTG, TCG, and Hi-ATB Explained
Tooth grind geometry is where blade selection gets genuinely technical — and where most people’s eyes glaze over. But this is the spec that separates a $30 blade from a $120 blade in actual performance. The same tooth count with a different grind produces dramatically different results.
FTG — Flat Top Grind
The simplest grind. Each tooth is flat across the top, like a tiny chisel. FTG teeth are aggressive, fast, and produce a rough surface. They’re designed for one thing: ripping solid wood along the grain. The flat profile is also the easiest to resharpen, which is why dedicated rip blades last through many more sharpenings than complex-grind blades.
Best for: Ripping solid wood on a table saw.
ATB — Alternate Top Bevel
Each tooth is ground at an alternating angle — one leans left, the next leans right, typically at 10–20°. This creates a shearing action that slices wood fibers cleanly on both sides of the cut. ATB is the most common grind on general-purpose and crosscut blades.
The bevel angle matters. A 10° ATB is mild — good for general crosscutting. A 15° ATB is the sweet spot for most woodworking. Higher angles cut cleaner but dull faster because the sharp point of each tooth is more fragile.
Best for: Crosscutting solid wood, general-purpose cutting.
Hi-ATB — High Alternate Top Bevel
Same concept as ATB, but with a steeper bevel angle — typically 25° to 40°. The steeper angle creates an even more aggressive shearing action, which is exactly what you need to slice through thin veneers without tearout. Hi-ATB blades are the go-to for plywood, melamine, and laminated panels.
The downside: those steep points are fragile. A Hi-ATB blade dulls faster than a standard ATB, especially in abrasive materials. Budget for more frequent sharpening or replacement.
Best for: Plywood, veneered panels, melamine, laminates.
TCG — Triple Chip Grind
TCG alternates between two tooth profiles: a “trapeze” tooth with chamfered corners, followed by a flat raker tooth set slightly lower. The trapeze tooth scores the cut, and the raker cleans it out. This two-stage cutting action handles hard, abrasive, and brittle materials exceptionally well.
Best for: MDF, particleboard, hardboard, non-ferrous metals, dense hardwoods, and any material that’s tough on carbide.
ATBR — Alternate Top Bevel with Raker
This is the combination blade grind. Groups of ATB teeth followed by a single FTG raker tooth. It’s the “do everything” grind — competent at both ripping and crosscutting, specialized at neither.
| Grind Type | Bevel Angle | Cut Quality | Durability | Ideal Material |
|---|---|---|---|---|
| FTG | 0° (flat) | Rough | Excellent | Solid wood ripping |
| ATB | 10–20° | Good to excellent | Good | Crosscutting solid wood |
| Hi-ATB | 25–40° | Excellent | Fair | Plywood, veneers, melamine |
| TCG | Alternating profiles | Very good | Excellent | MDF, abrasive materials |
| ATBR | Mixed | Good | Good | General-purpose |
Matching the Right Blade to Your Saw Type
You can pick the perfect tooth count and grind, but if the blade doesn’t physically fit your saw — or worse, if it fits but runs at the wrong speed — you’ve got a safety hazard. Every saw type has specific blade requirements.
Table Saw Blades
Standard table saws use 10″ blades with a 5/8″ arbor hole. This is the most versatile saw-blade pairing in woodworking, and where having multiple dedicated blades makes the most sense. A well-equipped table saw station should have at minimum:
- A 24T FTG rip blade
- A 60–80T ATB crosscut blade
- Optionally, a 50T combination blade for days when you’re switching between operations constantly
Table saws typically run at 3,000–4,000 RPM for a 10″ blade. Always verify that your blade’s rated max RPM exceeds your saw’s operating speed.
Miter Saw Blades
Miter saws are primarily crosscut tools. Most use 10″ or 12″ blades. Because the blade comes down onto the workpiece (rather than the workpiece being pushed through), you want:
- Negative or low-positive hook angle (-5° to +5°) to prevent the blade from grabbing and pulling the stock
- High tooth count (60–80T for 10″; 80–100T for 12″) since miter cuts are almost always crosscuts
- ATB or Hi-ATB grind for clean edges, especially on trim and molding
Using a high positive hook blade on a miter saw is agenuine safety risk. The blade can grab the workpiece and throw it, or cause the saw head to drop faster than you expect. This is non-negotiable — check the hook angle before mounting any blade on a miter saw.
Circular Saw Blades
Portable circular saws typically use 7-1/4″ blades with a 5/8″ diamond arbor. The smaller diameter and lower-powered motors (usually 12–15 amps) mean thin kerf blades are almost always the better choice. A 40T thin-kerf ATB blade is the workhorse for most jobsite circular saws — it handles framing lumber, plywood sheathing, and crosscuts on dimensional lumber reasonably well.
For finish work with a circular saw (cutting hardwood flooring, for example), step up to a 60T thin-kerf blade. The results won’t match a table saw, but they’ll be far better than what a 24T framing blade produces.
Band Saw Blades
Band saws are a different animal entirely. Instead of a circular disc, you’re working with a continuous loop of flexible steel. Key specs:
- Width: Narrower blades (1/8″ to 1/4″) for tight curves; wider blades (1/2″ to 3/4″) for straight resawing
- TPI: 3–4 TPI for resawing thick stock; 10–14 TPI for scrollwork and thin materials
- Tooth pattern: Skip tooth for fast cutting in thick wood; regular tooth for smooth cuts in thin stock
Band saw blade selection deserves its own dedicated guide — the variables (blade tension, tracking, drift) go well beyond what circular saw blade selection involves. But the core principle remains identical: match the tooth count and geometry to your material and cut type.
If you’re working with CNC equipment rather than manual saws, the blade and bit selection process differs significantly. Our guide on choosing the right CNC router bit covers those specifics.
Blade Material and Coating: Carbide, HSS, and Anti-Friction Finishes
The material your blade is made from determines how long it stays sharp, how cleanly it cuts, and ultimately how much each cut costs you when you factor in blade life. In 2026, the landscape is straightforward — but there are nuances worth understanding.
HSS (High-Speed Steel) Blades
HSS blades are stamped from a single piece of high-speed steel. No brazed tips, no separate carbide. They’re cheap, they can be resharpened easily, and they dull fast. In hardwood, an HSS blade might last 1/10th as long as a carbide-tipped blade.
Where HSS still makes sense: scroll saw blades, some band saw blades, and very light-duty hobby work where blade cost matters more than performance. For serious woodworking? HSS circular saw blades are essentially obsolete.
TCT (Tungsten Carbide Tipped) Blades
This is the standard. Individual carbide tips are brazed onto the steel plate body. The carbide does the cutting; the steel body provides structure. TCT blades dominate the market for good reason — they offer an excellent balance of cut quality, edge retention, and cost.
Not all carbide is equal. Industrial-grade blades use micro-grain C4 carbide that holds an edge significantly longer than the C2 or C3 grades found in budget blades. The difference is especially noticeable in abrasive materials like MDF and particleboard, where cheap carbide can dull in a single day of production use.
According to research published by the USDA Forest Products Laboratory, carbide tool wear rates increase exponentially with material density and resin content — which is why blade grade matters far more for engineered panels than for solid softwood.
PCD (Polycrystalline Diamond) Blades
PCD tips are the hardest cutting material available for woodworking. They last 50–100x longer than standard carbide in abrasive materials. The catch? A PCD blade can cost 5–10x more than a comparable TCT blade. The math works out in high-volume production — if you’re cutting hundreds of melamine panels per day, PCD pays for itself in reduced downtime and blade changes.
For small shops and hobbyists, PCD is overkill. Stick with quality TCT.
Coatings and Surface Treatments
Modern saw blades use various coatings to reduce friction, prevent resin buildup, and extend blade life:
- PTFE (Teflon) coating: The most common. Reduces friction by 15–25% and helps prevent pitch and resin from sticking to the blade body. Especially useful when cutting resinous softwoods like pine and cedar.
- Electroplated nickel: Corrosion resistance. Useful in humid shop environments.
- Laser-cut body with vibration dampening slots: Not technically a coating, but a manufacturing process that dramatically reduces blade noise and vibration. Premium blades from manufacturers like those reviewed by WOOD Magazine consistently show that laser-cut bodies outperform stamped bodies in runout and vibration tests.
One underrated coating benefit: a coated blade stays cleaner longer, which means it stays sharper longer. Resin buildup on uncoated blades increases cutting resistance, generates heat, and accelerates dulling. A $5 can of blade cleaner and a coated blade will extend your edge life by 30–40%.
Signs It’s Time to Replace or Sharpen Your Saw Blade
A dull blade doesn’t just cut poorly — it’s dangerous. It requires more force to push material through, which increases the chance of kickback. It generates excessive heat, which can warp your workpiece. And it produces results that create hours of extra finishing work. Learn to recognize these warning signs before they cost you material, time, or worse.
Burn Marks on the Wood
Dark brown or black marks on the cut surface — especially on hardwoods like maple and cherry — are the most obvious sign. Some burning is caused by feed rate (too slow) or blade alignment issues, but if you’re getting burns with a blade that used to cut clean, the teeth are dull.
Quick test: if you get burn marks even at a steady, moderate feed rate on wood that previously cut clean with the same blade, it’s time for sharpening.
Increased Cutting Resistance
You shouldn’t have to muscle material through a table saw. If the motor sounds like it’s working harder than usual, or if you feel significantly more resistance at the same feed rate, the blade is losing its edge. This is especially noticeable during rip cuts in hardwood.
Chipping and Tearout
A sharp blade with the right tooth geometry produces clean edges. When the same blade starts leaving chips, splinters, or fuzzy edges — particularly on crosscuts — the carbide tips have dulled or chipped. Inspect the teeth under magnification. Chipped carbide tips need professional resharpening or blade replacement; you can’t fix those with a diamond hone.
Rough Surface Finish
Run your finger along a fresh rip cut (carefully). A sharp blade leaves a surface that’s relatively smooth — on hardwood, a well-tuned rip blade can produce a surface that’s nearly ready for glue-up. A dull blade leaves visible saw marks, ridges, and a surface that feels rough even along the grain.
Sharpen or Replace?
This depends on the blade’s value and condition:
- Sharpen if: The blade cost more than $40, the carbide tips are intact (not chipped or missing), and the plate isn’t warped. Professional sharpening costs $15–$25 for a standard 10″ blade and restores it to near-new performance.
- Replace if: Tips are chipped or missing, the plate has visible warping or damage, or it’s a budget blade where sharpening costs more than a new blade.
- Replace immediately if: You see a cracked plate or a missing tooth. Running a damaged blade is a serious safety hazard.
Most quality TCT blades can be resharpened 3–5 times before the carbide tips are too small to maintain proper geometry. Full-kerf blades generally survive more sharpenings than thin-kerf blades because there’s more carbide material to work with.
For related maintenance insights, our article on why woodworking cutters chip and how to fix them covers the root causes that lead to premature blade failure.
Common Mistakes to Avoid When Choosing a Saw Blade for Wood
After years of seeing the same errors repeated — in online forums, in shop visits, even in professional production environments — these are the mistakes that cause the most wasted material and frustration.
Using Too Many Teeth for Ripping
This is the number one mistake. Someone buys a “premium” 80-tooth blade and uses it for everything, including ripping. The result: the motor strains, the blade overheats, the wood burns, and the feed rate slows to a crawl. An 80-tooth blade is a crosscut blade. For ripping, drop to 24 teeth. The cut will be rougher, but it’ll be fast, cool, and straight. That’s what a jointer is for.
Ignoring Arbor Size
Most 10″ table saw and miter saw blades use a 5/8″ arbor. But some European machines use 30mm arbors, and some older saws use 1″ arbors. A blade that doesn’t fit your arbor precisely will wobble — and wobble means poor cuts and potential danger. Never use reducer bushings as a permanent solution; they introduce runout.
Using the Wrong Blade for Engineered Panels
Cutting melamine or laminated MDF with a standard ATB blade designed for solid wood is a recipe for chipout. These materials need either Hi-ATB or TCG grinds with high tooth counts. The resin binders in engineered panels are also extremely abrasive, so standard carbide grades dull rapidly. Budget for a dedicated panel-cutting blade if you work with these materials regularly.
Never Cleaning the Blade
Pitch and resin buildup on blade teeth effectively increases the kerf width, creates more friction, and makes the blade behave as if it’s dull even when the carbide edges are still sharp. A 10-minute soak in blade cleaning solution every 20–30 hours of use costs almost nothing and dramatically extends blade life. This is the cheapest performance upgrade available.
Buying on Price Alone
A $15 blade from an unknown manufacturer might have acceptable carbide, or it might have tips that chip after 50 cuts. The steel plate might be laser-cut with proper tensioning, or it might be stamped with poor flatness. Blade manufacturing tolerances matter enormously for cut quality — a blade with 0.002″ of runout will cut noticeably better than one with 0.005″ of runout.
This doesn’t mean you need the most expensive blade on the shelf. It means buying from manufacturers with established quality control and consistent carbide sourcing. The sweet spot for most woodworkers is the $40–$80 range for a 10″ blade — enough to get quality materials and precision manufacturing without paying for features you’ll never notice.
Exceeding the Blade’s RPM Rating
Every blade has a maximum safe RPM printed on it. Exceeding this rating — which can happen when using a blade designed for a larger saw on a smaller, faster-spinning saw — risks catastrophic blade failure. A 12″ blade rated for 4,000 RPM should never go on a saw that spins at 5,000 RPM. Always check.
Frequently Asked Questions About Choosing Saw Blades for Wood
How many teeth do I need for cutting plywood?
For clean cuts on plywood, use a blade with 60–80 teeth on a 10″ blade, preferably with a Hi-ATB grind. The high tooth count and steep bevel angle minimize tearout on the thin face veneer. If you’re cutting construction-grade plywood for sheathing where appearance doesn’t matter, a 40T combination blade works fine.
Can I use a crosscut blade for ripping?
Technically yes, but it’s a bad idea for anything beyond occasional light rips. A 60–80T crosscut blade will rip wood, but extremely slowly. The small gullets can’t clear the heavy chips that ripping produces, so heat builds up fast. You’ll get burn marks, motor strain, and a feed rate that tests your patience. Use a dedicated rip blade or at minimum a combination blade for ripping tasks.
What is the best all-purpose saw blade for wood?
A 50-tooth combination blade with ATBR grind is the most versatile single blade for woodworking. It handles ripping, crosscutting, and miter cuts at an acceptable quality level. It won’t excel at any single task, but it eliminates the need for constant blade changes. For most hobbyists and small shops, this is the blade that stays on the table saw 80% of the time.
Does blade brand matter?
More than most people think. Reputable manufacturers control carbide grade, brazing quality, plate flatness, and tooth grinding precision. Two blades with identical specs on paper — same tooth count, same grind, same diameter — can perform very differently based on manufacturing quality. The carbide grade alone can mean the difference between 200 cuts and 2,000 cuts before sharpening is needed.
What’s the difference between a 40-tooth and 60-tooth blade?
A 40T blade cuts faster with a slightly rougher finish — it’s a good general-purpose choice for solid wood where you’ll be sanding or jointing after. A 60T blade cuts slower but produces a smoother surface, making it better for crosscuts, miters, and any cut where the surface will be visible. The 40T is more versatile; the 60T is more refined.
Can I use a wood blade to cut aluminum or plastic?
For thin aluminum (like aluminum composite panels) and plastics, a TCG blade with high tooth count and negative hook angle can work. But don’t use a standard wood ATB blade — the tooth geometry is wrong and the aggressive hook angle can grab soft metals dangerously. Dedicated non-ferrous metal blades exist for a reason. Use them.
How often should I sharpen my saw blade?
There’s no universal interval — it depends on what you’re cutting and how much. A hobbyist cutting softwood might go a year between sharpenings. A production shop cutting MDF all day might need sharpening every 1–2 weeks. Let the cut quality guide you, not a calendar. When you notice burn marks, increased resistance, or rough edges, it’s time.
Choosing the Right Saw Blade for Wood: Summary and Next Steps
Blade selection isn’t complicated once you understand the five core variables. Here’s your actionable checklist:
- Identify your cut type: Ripping (along grain) = low tooth count, FTG grind. Crosscutting (across grain) = high tooth count, ATB grind. Both = combination blade.
- Match the material: Solid wood is forgiving. Plywood needs Hi-ATB. MDF and melamine need TCG or Hi-ATB with quality carbide.
- Check your saw specs: Blade diameter, arbor size, and max RPM must match. Thin kerf for saws under 3 HP; full kerf for 3+ HP.
- Choose the right carbide grade: Budget blades use budget carbide. For anything beyond light hobby use, invest in micro-grain C4 carbide tips.
- Maintain your blades: Clean regularly, sharpen when cut quality drops, replace when tips chip or the plate warps.
The difference between a mediocre cut and a perfect cut almost always comes down to the blade. Your saw provides the power and the platform, but the blade does the actual work. Investing time in understanding blade selection — and investing money in quality blades matched to your specific needs — pays dividends on every single cut you make.
For a broader overview of cutting tool options beyond saw blades, including router bits, boring bits, and CNC tooling, explore our complete 2026 guide to woodworking cutting tools. And if you’re ready to discuss specific blade requirements for your production line or shop, reach out to the ZC-TOOLS team directly — with over 25 years of manufacturing experience, we can help match the exact blade specification to your application.


