
A single wrong tool choice can burn through a $200 sheet of walnut plywood in under 90 seconds — and most CNC operators learn this the expensive way. CNC woodworking cutting tools are the direct interface between your machine’s spindle and your material, and the specific geometry, coating, and flute design you select will determine edge quality, cycle time, and how often you’re replacing bits mid-job. This guide breaks down every major tool type, the materials they’re made from, and exactly how to match them to your wood species, cut profile, and production volume so you stop guessing and start cutting with confidence.
What Are CNC Woodworking Cutting Tools and Why They Matter
CNC woodworking cutting tools are precision-engineered bits, end mills, and inserts designed to remove material on computer-controlled routers and machining centers. They translate digital toolpaths into physical cuts — profiles, pockets, dados, and through-cuts — across solid wood, plywood, MDF, and melamine panels. The tool is where the machine’s accuracy actually meets the workpiece.
Tooling choice has an outsized effect on three things shops care about most: edge quality, cycle time, and scrap rate. A mismatched bit can leave fuzzy edges on birch plywood that require an extra sanding pass, adding 15–20 seconds per part. Multiply that across a 500-piece cabinet run and you’ve burned hours. Worse, aggressive chipload on a dull cutter generates enough heat to scorch maple or delaminate melamine faces — turning finished panels into waste.
The right tool geometry does the opposite. A compression spiral, for example, shears fibers inward from both faces of a sheet good, producing clean top and bottom edges in a single pass. That eliminates secondary finishing and keeps material yield above 90%. According to USDA Forest Products Laboratory research, cutting parameters and tool condition rank among the top variables affecting surface roughness in machined wood — ahead of even species density.
Getting tooling right isn’t just a technical detail. It’s a profit lever. If you’re building out a tool inventory from scratch or upgrading an existing setup, our complete buyer’s guide to industrial woodworking cutting tools covers the broader landscape. The sections ahead break down specific tool types, materials, and selection criteria so you can match each job to the cutter that actually belongs in the collet.

Types of CNC Cutting Tools for Woodworking Explained
Spiral upcut bits pull chips upward and out of the cut, keeping the slot clean — but they can tear the top surface of veneered or laminated panels. Downcut spirals do the opposite: they push chips downward, leaving a crisp top edge at the cost of packing debris into the groove. For a deeper comparison, see this guide on spiral vs straight router bits.
Compression bits combine both geometries — upcut on the lower flutes, downcut on the upper — so both faces of a sheet good come out chip-free. These are the go-to for 18 mm melamine and plywood nesting operations.
Straight flute bits excel in soft materials like foam and MDF where chip evacuation matters less than a simple, clean shear. V-bits (typically 60° or 90° included angles) handle engraving, lettering, and chamfering with tight detail control. Ball nose end mills produce smooth 3D contours — relief carvings, mold patterns, sign topography — because their hemispherical tip blends stepover ridges into gentle scallops.
Finally, surfacing and spoilboard cutters span 1″ to 3″ in diameter with replaceable carbide inserts, letting you flatten a wasteboard in minutes instead of hours. Choosing among these CNC woodworking cutting tools comes down to one question: what does the finished edge or surface need to look like? Match the geometry to the job, and the tool does most of the thinking for you.

How to Match the Right Tool to Your Wood Species and Cut Type
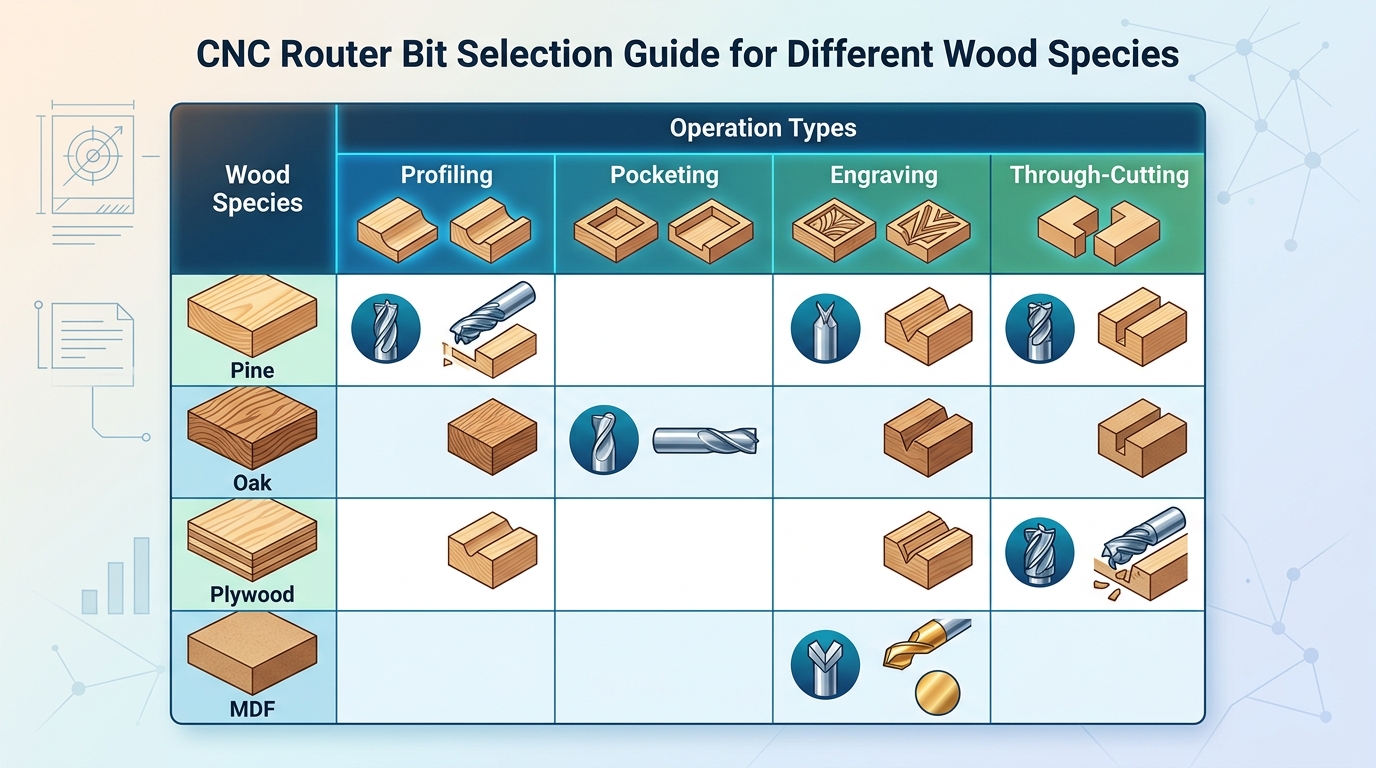
Material hardness changes everything. A single-flute upcut that rips through pine at 500 IPM will burn cherry and splinter oak if you don’t swap geometry. Matching CNC woodworking cutting tools to both the species and the operation is where shop efficiency lives or dies.
Softwoods (pine, cedar, spruce): These cut easily but gum up fast, especially resinous species. Use sharp, polished single- or two-flute spiral bits with aggressive chip evacuation. For through-cuts, a compression bit prevents fuzz on both faces. Keep feed rates high — dwelling generates heat that melts resin onto the flute.
Hardwoods (maple, walnut, white oak): Two-flute spiral end mills with a moderate helix angle (around 30°) handle profiling and pocketing well. For 3D carving in hard maple, tapered ball-nose bits at 0.04–0.06 mm stepover produce smooth scallops without overloading the spindle. Reduce feed by roughly 30–40% compared to softwood settings.
Plywood and MDF demand different thinking entirely. Plywood’s glue layers dull edges quickly; carbide or diamond-coated compression bits are the go-to for clean laminate faces. MDF is abrasive despite feeling soft — a dedicated MDF tooling strategy extends bit life significantly. For fine engraving in MDF, V-bits with 60° or 90° included angles at shallow depths (1.5–2 mm per pass) give crisp lettering without chatter.
One pairing shops often overlook: use a downcut spiral for shallow pocketing in veneered plywood but switch to an upcut for deep slots where chip clearing matters more than surface finish. The USDA Forest Products Laboratory publishes Janka hardness ratings that serve as a reliable starting reference for dialing in tool selection by species.
Carbide vs HSS vs Diamond-Coated Tools and When Each Material Matters
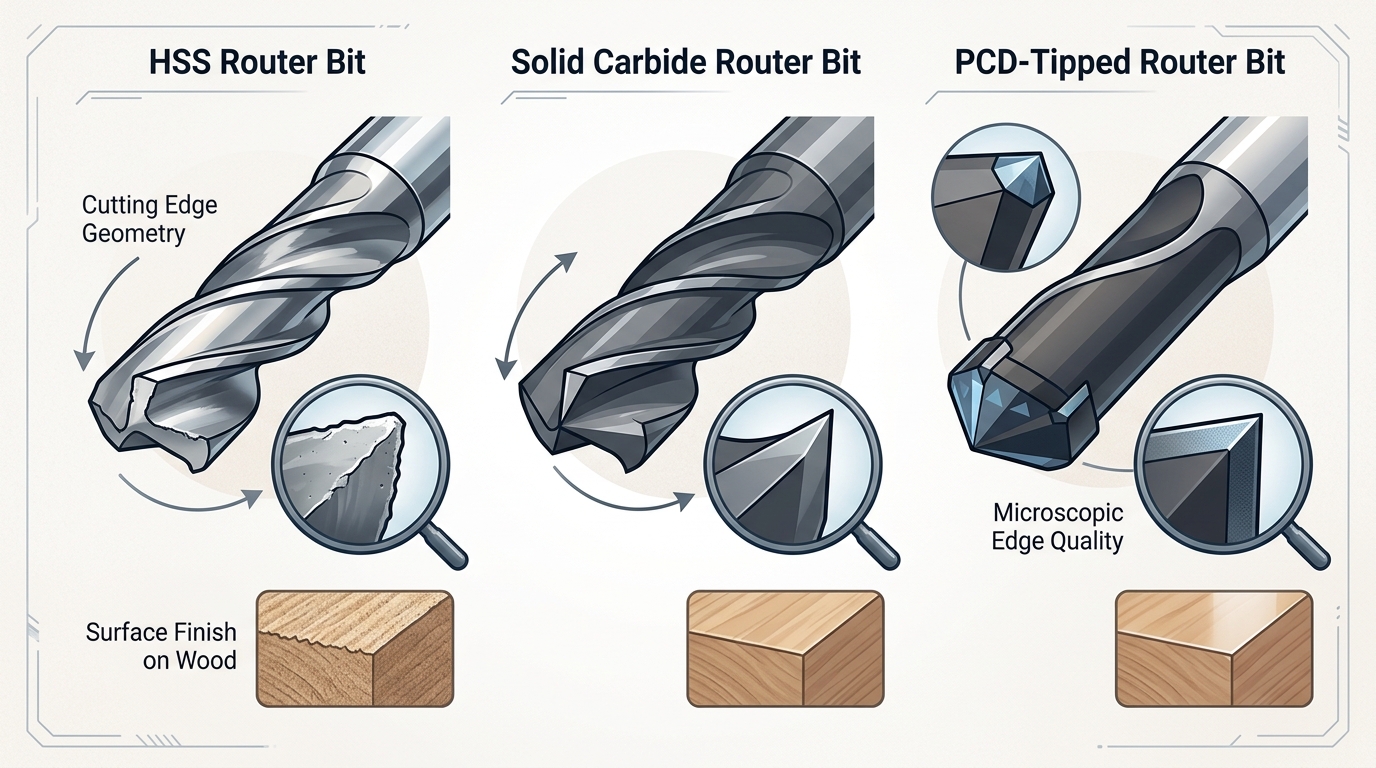
High-speed steel (HSS) is the cheapest entry point. It machines soft species like poplar and cedar acceptably, and you can resharpen it on a bench grinder. But HSS loses its edge fast — expect roughly 1/10th the tool life of solid carbide when cutting MDF or particleboard, because the glue resins in engineered panels act like fine sandpaper on that softer steel.
Solid carbide sits in the sweet spot for most CNC woodworking cutting tools. It holds an edge 8–12 times longer than HSS, tolerates spindle speeds above 20,000 RPM without softening, and delivers consistent cut quality across hundreds of sheets. Carbide-tipped variants — a steel body with brazed carbide edges — cost less and handle vibration better, making them a smart pick for large-diameter spoilboard surfacing bits. For a deeper breakdown of carbide-tipped options, see our carbide tipped saw blade review.
Polycrystalline diamond (PCD) tools are the endurance athletes. A PCD compression bit can process 50,000+ linear feet of melamine-faced board before needing service — a volume where carbide would require 4–6 tool changes. The tradeoff? A single PCD router bit often runs $150–$400, so it only pencils out for high-volume production. According to Sandvik Coromant’s material guide, PCD also resists the abrasive wear caused by HDF and HPL laminates far better than any tungsten carbide grade.
Diamond-coated tools split the difference. They apply a thin CVD diamond layer over a carbide substrate, giving 3–5× the life of uncoated carbide at roughly double the price. Great for shops running 1–2 shifts on composite panels but not enough volume to justify full PCD.
Understanding Flute Count, Chip Load, and Feed Rate for Clean Cuts
Flute count dictates how many cutting edges contact the workpiece per revolution. A single-flute end mill has one edge and a massive chip gullet — ideal for soft woods and plastics where chip evacuation matters most. Double-flute tools double the cuts per revolution, producing a smoother finish but leaving less room for waste to escape. Triple-flute bits push this further, and they work well in hardwoods at conservative depths where chips are small.
The core formula is simple: Chip Load = Feed Rate ÷ (RPM × Number of Flutes). For most CNC woodworking cutting tools, a chip load between 0.003″ and 0.007″ per tooth keeps the cut clean. Drop below that range and friction takes over — the tool rubs instead of cutting, scorching the surface and accelerating wear. Go too high and you risk deflection or snapped bits. The Harvey Performance feeds and speeds guide breaks this relationship down with useful reference tables.
Here’s a practical rule of thumb: if you switch from a 2-flute to a 1-flute bit at the same RPM and want the same chip load, you need to halve your feed rate. Ignore this and you’ll overload the single edge. Burn marks, fuzzy grain, and premature dulling are almost always chip load problems, not tool quality problems. For a deeper look at how tool geometry affects results across different sheet goods, check out our guide to cutting tool materials for MDF.
Common CNC Woodworking Tool Mistakes and How to Avoid Them
The most expensive mistake? Running a dull tool and not realizing it. Burnt edges, fuzzy grain, and snapped bits all trace back to a handful of repeated errors that are easy to fix once you spot the pattern.
Wrong Tool for the Material
Shops often grab whatever bit is closest. A three-flute compression cutter designed for melamine will pack chips in soft pine and scorch the cut within seconds. Match the tool geometry to the species — our complete cutting tools guide breaks this down in detail.
Ignoring Wear Indicators
A carbide edge doesn’t snap overnight. It rounds off gradually, increasing cutting forces by 30–50% before visible damage appears. Check edges under magnification every 8–10 hours of spindle time. If you hear a pitch change mid-cut, the tool is already past its prime.
Incorrect Speeds and Feeds
Too fast a feed rate chips the flutes. Too slow, and friction replaces cutting — the tool rubs instead of shearing. The CNC Cookbook feed-rate calculator is a solid starting point, but always run a test pocket in scrap before committing to production.
Poor Tool Holding
Collet contamination causes runout. Even 0.002″ of runout cuts tool life nearly in half and leaves visible chatter marks. Clean the collet bore with compressed air before every change, and replace worn collets — they’re a $15 part protecting $80 CNC woodworking cutting tools.
Frequently Asked Questions About CNC Woodworking Cutting Tools
How often should I replace CNC router bits?
There’s no universal schedule. A solid carbide bit cutting softwood might last 300+ hours, while the same bit in MDF or particleboard could degrade noticeably after 50–80 hours due to the resin binders accelerating wear. Track your edge life by monitoring cut quality — not just clock hours.
Are coated tools worth the extra cost for wood?
It depends on the material. For natural hardwoods like maple or cherry, an uncoated carbide bit performs fine. But if your shop processes sheet goods — melamine, MDF, plywood with abrasive glues — a diamond-like carbon (DLC) or polycrystalline diamond (PCD) coating can extend tool life 3–5× and justify the premium. Our guide to cutting tool materials for MDF breaks this down further.
What shank sizes are standard?
Most CNC routers accept 1/4″ (6.35 mm) or 1/2″ (12.7 mm) shanks. Larger shanks reduce deflection and vibration, which matters at aggressive feed rates. Some European machines use 8 mm or 12 mm metric collets — always verify before ordering.
How do I know if the bit is dull or if my feeds and speeds are wrong?
Burn marks alone aren’t proof of a dull tool. Slow the feed rate by 15% first. If the burning disappears, your CNC woodworking cutting tools were fine — the feed was just too slow, generating friction heat. If burn marks persist and you also see fuzzy fibers or hear a higher-pitched whine, the edge is gone. According to CNC Cookbook’s feeds and speeds reference, rechecking chip load calculations before swapping a bit saves unnecessary tool changes.
Choosing the Right CNC Cutting Tools for Your Shop — Key Takeaways
Tool selection isn’t guesswork. It’s a chain of deliberate decisions — species hardness, cut geometry, substrate material, flute count, and feed parameters — each one influencing the next. Get one link wrong, and you pay in scrap, rework, or premature tool failure.
Start with the material on your table. Softwoods and plywoods forgive a lot; hardwoods and melamine-faced panels don’t. Match carbide tooling to most production runs, reserve diamond-coated options for abrasive sheet goods, and keep HSS bits for short prototype jobs where cost matters more than longevity. Chip load calculations aren’t optional — they’re the difference between a clean edge and a burnt one.
Track your tool hours. Replace bits before they degrade your finish quality, not after. A $35 compression spiral that lasts 800 linear feet of MDF cuts is cheap insurance compared to sanding or scrapping panels. If you’re scaling production or switching materials frequently, building a small tooling library organized by application saves real time on the shop floor.
For a deeper breakdown of tooling across different applications and budgets, our complete buyer’s guide to industrial woodworking cutting tools covers specific recommendations by category. The USDA Forest Products Laboratory also publishes reliable hardness and machinability data worth bookmarking.
Ready to upgrade your CNC woodworking cutting tools? Browse our tool categories by material and application, or contact our team for a personalized tooling recommendation based on your machine, materials, and production volume.


