
The best cutting tool material for plywood is tungsten carbide tipped (TCT) for the vast majority of users — it hits the sweet spot between edge retention, cut quality, and cost. But that answer only scratches the surface. Plywood’s layered construction with abrasive glue lines destroys blades faster than solid wood, and picking the wrong material means torn veneers, fuzzy edges, and constant blade changes. This guide breaks down exactly how HSS, TCT, and PCD compare for plywood cutting, and gives you a practical framework to choose the right one for your specific situation.
What Makes Plywood Uniquely Difficult to Cut
Plywood looks simple from the outside, but its internal structure is engineered to be dimensionally stable — and that same engineering makes it punishing on cutting tools. Understanding why plywood behaves the way it does at the blade edge is the first step toward choosing the right tool material.
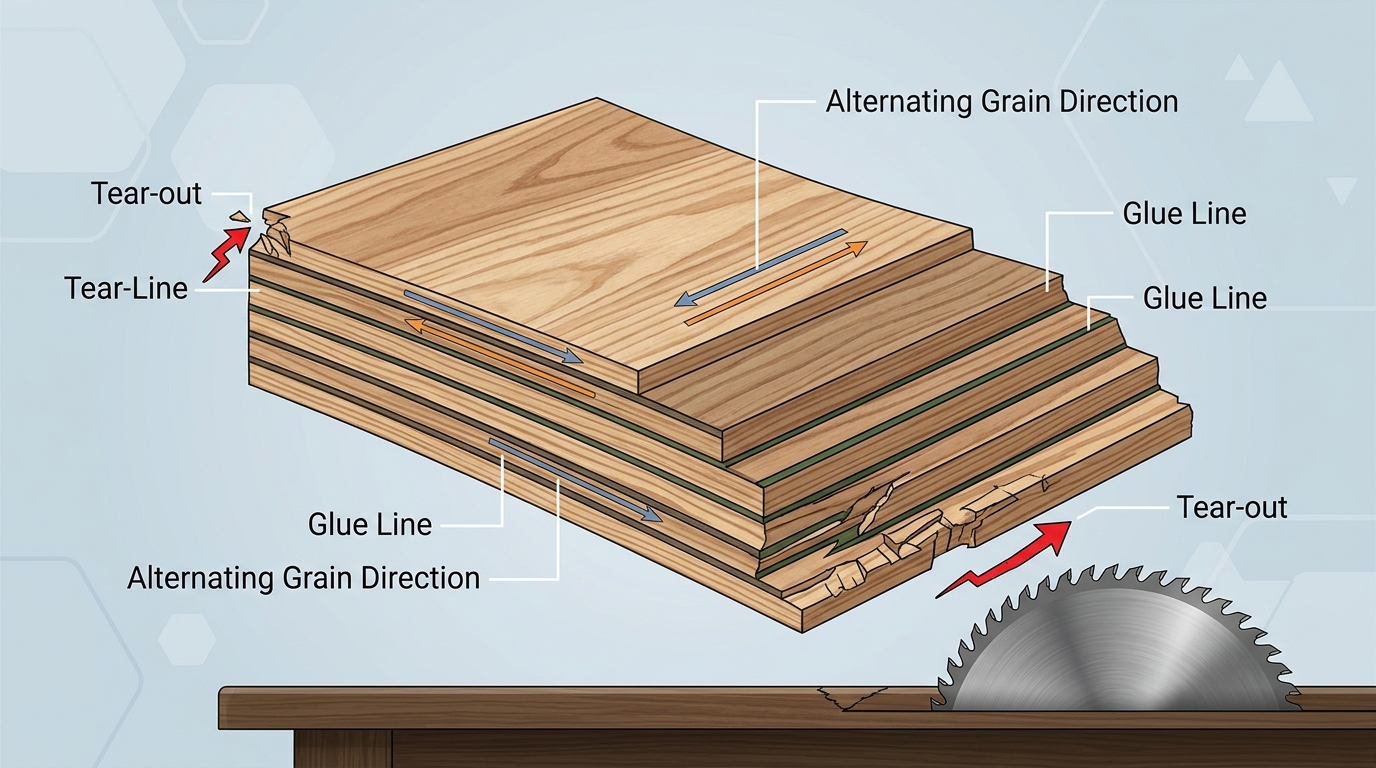
Each sheet of plywood consists of thin wood veneers (plies) glued together with their grain directions alternating at roughly 90 degrees. A typical 3/4-inch sheet might have 5, 7, or even more plies. When a blade tooth enters the cut, it’s not slicing through a consistent grain direction. It’s alternating between cutting along the grain and cutting across it with every single ply. That constant shift creates opposing forces on the tooth — one ply wants to split ahead of the cut, while the next one resists and tears.
Then there’s the glue. Plywood adhesives — urea-formaldehyde in interior grades, phenol-formaldehyde in exterior and marine grades — are significantly harder and more abrasive than the wood itself. Some studies from the USDA Forest Products Laboratory have documented that adhesive-bonded wood composites can accelerate tool wear by 2x to 5x compared to cutting solid lumber of the same species. Every pass through a glue line is essentially grinding the cutting edge.
Melamine-faced and laminated plywood add another layer of difficulty — literally. Those thin decorative surfaces are brittle and chip easily if the blade isn’t sharp or the tooth geometry isn’t suited for the material. The top veneer on standard plywood is also extremely thin (often under 1mm), meaning any imperfection in the cut shows immediately.
This combination — alternating grain, abrasive adhesives, and delicate face veneers — is exactly why tool material selection matters far more with plywood than with solid wood. A blade that performs beautifully in oak for weeks might give you ragged plywood edges after a few sheets.
High-Speed Steel (HSS) Blades for Occasional Plywood Projects
High-speed steel is the entry point for cutting tool materials, and it still has a place — just a narrow one when plywood is involved.
HSS is an alloy steel typically containing tungsten, molybdenum, chromium, and vanadium. It maintains its hardness at temperatures up to about 600°C (1,112°F), which is where the “high-speed” name comes from — it can handle higher cutting speeds than plain carbon steel without softening. Most HSS blades fall in the 62-65 HRC hardness range, which is respectable for cutting solid wood.
For plywood? HSS works, but with serious caveats.
The abrasive glue lines in plywood wear down HSS edges noticeably faster than solid lumber does. Where an HSS blade might stay sharp through dozens of board feet of pine, you’ll feel it dulling within a few sheets of plywood — the cuts start requiring more feed pressure, and the exit side of the cut gets progressively fuzzier. If you’re cutting melamine-faced or hardwood plywood, the degradation is even faster.
When HSS actually makes sense for plywood:
- You’re making a handful of cuts for a single project, not batch processing
- The plywood is softwood-core with no laminate face (think sheathing-grade CDX)
- Budget is a primary constraint and you don’t mind resharpening frequently
- You’re using a hand saw, jigsaw, or scroll saw where carbide-tipped options are limited or unnecessary
One advantage HSS does have: it can be honed to a finer edge than carbide. Carbide is harder but more brittle, so its edge geometry has practical limits. An HSS blade freshly sharpened to a razor edge will produce an excellent first few cuts in plywood. The problem is sustaining that edge.
For most people reading this article — especially if you’re cutting plywood with any regularity — HSS is the material you’ll outgrow quickly. The cost savings on the blade get eaten up by resharpening time and inconsistent results. As a reference, you can see how HSS compares to other materials when cutting MDF, another abrasive engineered panel, and the pattern is similar.

Tungsten Carbide Tipped (TCT) Blades for Long-Lasting Performance
This is where the majority of plywood cutting happens, from garage workshops to professional cabinet shops. Tungsten carbide tipped blades dominate the market for good reason — they offer the best balance of durability, cut quality, and value for plywood work.
What Makes Carbide Superior for Plywood
Tungsten carbide tips are brazed onto a steel blade body. The carbide itself is a composite material: tungsten carbide particles (extremely hard, around 90-93 HRA) bonded in a cobalt matrix. That’s roughly 3x the hardness of HSS on the Rockwell scale, and it translates directly to edge retention when hitting those abrasive glue lines repeatedly.
A quality TCT blade will typically last 10-20x longer than an HSS blade when cutting plywood, depending on the carbide grade and the plywood type. That’s not marketing fluff — it’s a function of material science. The carbide tips resist abrasive wear at a fundamentally different level than tool steel.
Carbide Grades: C2 vs C4 and Why It Matters
Not all carbide is equal, and this is something most buyers overlook completely.
C2 grade carbide (sometimes called “general purpose” or ISO K-series) has a higher cobalt content, making it tougher and more impact-resistant but slightly softer. It’s the standard in most economy and mid-range saw blades. For rough plywood cuts — framing, sheathing, construction-grade work — C2 is perfectly adequate.
C4 grade carbide (ISO P-series, sometimes labeled “fine finish”) has less cobalt and more tungsten carbide, making it harder and more wear-resistant but slightly more brittle. This is what you want for clean plywood cuts where edge quality matters. The harder carbide holds a sharper edge longer through those glue lines, which directly reduces tear-out on the face veneer.
Most blade manufacturers don’t advertise the carbide grade prominently. If you’re buying from a reputable source, look for terms like “micro-grain carbide” or “submicron carbide” — these indicate finer carbide particle sizes that produce sharper, longer-lasting edges. Our detailed guide on carbide-tipped saw blades for wood covers specific blade recommendations if you want to go deeper.
Tooth Geometry for Plywood: ATB and Hi-ATB
The cutting tool material is only half the equation. Tooth geometry determines how that material interacts with plywood’s layered structure.
ATB (Alternate Top Bevel) is the standard for plywood cutting. Each tooth is ground at an alternating angle (typically 15-20°), creating a shearing action that scores the wood fibers before lifting them out. This dramatically reduces splintering compared to flat-top grind (FTG) teeth, which essentially chisel through the material.
Hi-ATB (High Alternate Top Bevel) takes this further with bevel angles of 30-40°. The steeper angle produces an even more aggressive shearing cut. For plywood — especially hardwood plywood with delicate face veneers — Hi-ATB geometry on a C4 carbide blade is arguably the best combination available in the TCT category. The trade-off is that the pointed tips are slightly more fragile and will dull faster than standard ATB, but the cut quality is noticeably superior.
Tooth Count Recommendations
More teeth doesn’t automatically mean cleaner cuts, but for plywood, higher tooth counts generally perform better. Here’s a practical guide:
| Blade Diameter | Recommended Tooth Count for Plywood | Best Use Case |
|---|---|---|
| 7-1/4″ (185mm) | 60-80T | Portable circular saws, clean crosscuts |
| 10″ (254mm) | 80-100T | Table saws, miter saws — cabinet-grade plywood |
| 12″ (305mm) | 96-120T | Miter saws, panel saws — production cutting |
A 10-inch blade with 80 teeth in Hi-ATB configuration, using C4 micro-grain carbide, is what I’d recommend for most woodworkers who regularly cut plywood on a table saw. It’s the workhorse configuration that balances feed rate, finish quality, and blade life. If you need help matching blade specs to your saw, this saw blade selection guide walks through the decision process step by step.

Polycrystalline Diamond (PCD) Tooling for Industrial Plywood Cutting
PCD sits at the top of the cutting tool material hierarchy, and for high-volume plywood operations, it’s in a league of its own. But “best” doesn’t always mean “right for you” — context is everything here.
Polycrystalline diamond tools use synthetic diamond particles sintered together under extreme heat and pressure, then bonded to a carbide substrate. The resulting cutting edge is the hardest commercially available tool material, registering around 8,000-10,000 HV on the Vickers hardness scale — compared to roughly 1,500-2,000 HV for tungsten carbide.
That hardness translates to staggering longevity. In abrasive sheet goods like plywood, particleboard, and MDF, PCD tooling routinely lasts 50-100x longer than carbide. A PCD saw blade running on a CNC panel saw might process 50,000+ linear meters of plywood before needing service. A carbide blade on the same machine might need resharpening after 500-1,000 meters.
Where PCD Makes Economic Sense
The upfront cost of PCD tooling is substantial — typically 5-10x the price of an equivalent TCT blade. A PCD-tipped 300mm panel saw blade might run $500-$1,500, compared to $50-$150 for a quality TCT blade. But in production environments, cost-per-cut is what matters, not cost-per-blade.
Consider a furniture factory cutting 200 sheets of melamine-faced plywood per day. With TCT blades, they might change or resharpen blades every 1-2 days. With PCD, the same blade runs for weeks or months. Factor in downtime for blade changes, resharpening costs, and consistency of cut quality — PCD often works out cheaper per cut despite the higher purchase price.
PCD is also the default choice for CNC routing operations on plywood. PCD router bits maintain their edge geometry far longer than carbide, which means more consistent part dimensions across a production run. If you’re running a CNC woodworking operation, PCD tooling is worth serious consideration for any abrasive panel material.
When PCD Is Overkill
For a workshop cutting plywood a few times a week, PCD doesn’t make financial sense. The blade will outlast your saw, but you’re tying up hundreds of dollars in a tool that won’t deliver a meaningful return. PCD is also more brittle than carbide — it handles abrasion brilliantly but can chip if it hits a nail, screw, or foreign object in the material. In a controlled CNC environment, that’s manageable. In a job-site setting with reclaimed plywood? It’s a risk.
PCD tooling also requires specialized resharpening equipment (diamond grinding or EDM), which means you can’t just touch it up in your shop. You’ll need to send it to a service center, and turnaround times can be days or weeks.

How to Choose the Right Cutting Tool Material for Your Plywood Application
Knowing the properties of each material is useful, but the real question is: which one should you buy? Here’s a decision framework that cuts through the noise.
Start with Volume and Frequency
This is the single biggest factor. If you’re cutting plywood once a month for home projects, even a decent HSS blade will get the job done — though a TCT blade at $30-50 is a better investment. If you’re cutting plywood daily in a production shop, you should be evaluating PCD against your current TCT resharpening costs.
Match the Material to the Plywood Type
Not all plywood is equally demanding:
- Softwood construction plywood (CDX, sheathing) — Least abrasive. TCT with standard ATB is more than sufficient. Even HSS works here for light use.
- Hardwood plywood (birch, oak, maple face) — The dense face veneers demand sharper edges. TCT with Hi-ATB and C4 carbide is the minimum for clean results.
- Marine plywood — Uses phenolic resin adhesives that are more abrasive than standard urea-formaldehyde. TCT with micro-grain carbide, or PCD for volume work.
- Melamine-faced / laminated plywood — The brittle surface layer chips easily. Hi-ATB tooth geometry is critical, and PCD excels here in production settings. The techniques used for cutting double-sided melamine apply to melamine plywood as well.
Comparison Table: HSS vs TCT vs PCD for Plywood
| Factor | HSS | TCT (Carbide) | PCD (Diamond) |
|---|---|---|---|
| Hardness (HV) | 700-900 | 1,500-2,000 | 8,000-10,000 |
| Edge Retention in Plywood | Low | High | Extremely High |
| Relative Blade Life | 1x (baseline) | 10-20x | 50-100x |
| Upfront Cost | $10-25 | $30-150 | $300-1,500+ |
| Cost Per Cut (high volume) | Highest | Moderate | Lowest |
| Cut Quality on Face Veneer | Fair (degrades quickly) | Good to Excellent | Excellent (consistent) |
| Resharpening | Easy, DIY possible | Moderate, shop or service | Specialized equipment only |
| Best For | Occasional hobbyist use | Most workshops & pros | CNC / industrial production |
Budget Reality Check
If your budget is under $50, get the best TCT blade you can afford with 80+ teeth and ATB grind. That single purchase will outperform a stack of cheap HSS blades over its lifetime. If your budget allows $100-150, look for a premium TCT blade with micro-grain C4 carbide and Hi-ATB geometry — it’s the best value proposition in plywood cutting, period.
PCD only enters the conversation when you’re spending more on TCT blade changes per year than a PCD blade costs. Do that math before committing.
How to Prevent Tear-Out and Splintering Regardless of Blade Material
Even the finest PCD blade will produce disappointing results if your technique is wrong. Blade material and cutting technique are partners — you need both working together for clean plywood edges.
Score the Cut Line
Run a sharp utility knife along your cut line, scoring through the top veneer. This pre-severs the fibers so the blade doesn’t lift and tear them. It takes 30 seconds and makes a visible difference, especially on hardwood plywood. Score both sides if both faces matter.
Use a Zero-Clearance Insert
The gap around the blade in a standard table saw throat plate allows the bottom veneer to flex downward as the blade exits, causing tear-out on the underside. A zero-clearance insert supports the wood fibers right up to the blade. You can make one from MDF or hardboard in minutes. This single modification eliminates most bottom-side tear-out.
Apply Masking Tape
Blue painter’s tape applied along the cut line on the “show” face provides surprisingly effective fiber support. It’s not a substitute for proper blade selection, but it’s a quick field technique that works well with portable circular saws where you can’t use a zero-clearance setup.
Control Your Feed Rate
Pushing plywood through the blade too fast doesn’t give the teeth enough time to cleanly sever fibers — you get tearing instead of cutting. Too slow, and friction builds up, causing burn marks. The right feed rate depends on your blade’s tooth count and RPM, but a good rule of thumb: let the blade do the work with steady, moderate pressure. If you hear the motor bogging down, you’re feeding too fast. If you see scorch marks, slow down and check blade sharpness.
Router Technique: Climb Cutting for Clean Edges
When routing plywood edges, conventional (counter-climb) cutting can lift and tear the top veneer. A light climb cut — where the router moves in the same direction as bit rotation — pushes fibers down into the material instead of lifting them. This is an advanced technique that requires firm control of the router, but it produces noticeably cleaner edges on plywood. If you’re choosing between spiral and straight router bits for plywood edge work, a downcut spiral in carbide or PCD is your best bet for minimizing top-surface tear-out.
Blade Height Matters
On a table saw, the blade should protrude about 1/4″ to 3/8″ above the plywood surface. This angle of attack means the teeth enter the wood at a more favorable angle, reducing the lifting force on the top veneer. Setting the blade too high (a common habit) changes the cutting geometry and increases tear-out risk.
Frequently Asked Questions About Cutting Tool Materials for Plywood
Do more teeth always mean a cleaner cut in plywood?
Generally yes, but with diminishing returns. Going from 40 teeth to 80 teeth on a 10-inch blade produces a dramatic improvement in plywood cut quality. Going from 80 to 100 teeth shows a smaller but still noticeable difference. Beyond 100 teeth, the gains are minimal for most applications, and you start sacrificing feed rate and increasing heat buildup. For most plywood work, 80 teeth on a 10-inch blade is the practical sweet spot.
Can a carbide blade handle all types of plywood?
Yes — TCT carbide blades can cut every plywood type from softwood sheathing to melamine-faced hardwood panels. The key is matching the carbide grade and tooth geometry to the specific plywood. A general-purpose 60-tooth ATB carbide blade will handle construction plywood fine, but you’ll want a higher tooth count Hi-ATB blade with C4 carbide for furniture-grade hardwood plywood or laminated panels.
How do I know when my plywood blade needs replacing or resharpening?
Watch for these signs: increased tear-out on previously clean cuts, burn marks on the cut edges (indicating the blade is dragging rather than cutting), the motor working harder than usual at the same feed rate, or visible rounding/chipping on the tooth tips when inspected under magnification. If you’re getting tear-out that technique adjustments can’t fix, the blade is dull.
Are “plywood-specific” blades worth the premium over general-purpose blades?
Blades marketed specifically for plywood typically feature higher tooth counts, Hi-ATB grind, and sometimes thinner kerf — all of which genuinely improve plywood cut quality. Whether the premium is “worth it” depends on how much plywood you cut and how much finish quality matters. For a cabinet maker working primarily with plywood, absolutely. For someone who cuts plywood occasionally among other materials, a quality 80-tooth general-purpose ATB blade is a better value.
What about bi-metal blades for plywood?
Bi-metal blades (HSS teeth welded to a flexible spring steel body) are primarily designed for reciprocating saws and band saws. They’re tougher than pure HSS but still lack the hardness of carbide for sustained plywood cutting. They’re fine for rough demolition cuts in plywood but not a serious option for clean finish work.
Does blade thickness (kerf) affect plywood cut quality?
Thin-kerf blades (around 3/32″) remove less material and require less cutting force, which can reduce tear-out — especially on thin plywood. However, thin-kerf blades can also vibrate more, which hurts cut quality on thick sheets. For 3/4″ plywood on a stable table saw, a full-kerf blade with proper tooth geometry will typically produce better results than a thin-kerf blade, because the added rigidity reduces deflection.
Choosing the Best Blade Material for Clean Plywood Cuts — Key Takeaways
After working through the material science, tooth geometry, and practical considerations, here’s where it all lands:
TCT (tungsten carbide tipped) is the best cutting tool material for plywood for the overwhelming majority of users. Whether you’re a serious DIYer, a professional woodworker, or running a small to mid-size shop, a quality TCT blade with 80+ teeth, Hi-ATB geometry, and C4 micro-grain carbide will give you clean, consistent plywood cuts at a reasonable price point. This is the recommendation that applies to 90% of people searching for this information.
PCD (polycrystalline diamond) is the best material for industrial-scale plywood cutting — CNC panel saws, beam saws, and high-volume production lines where blade longevity and per-cut economics justify the upfront investment. If you’re processing hundreds of sheets per week, run the numbers on PCD. The right CNC tooling selection can transform your production efficiency.
HSS has a narrow role — occasional hobbyist cuts in construction-grade plywood where budget is the primary concern. For anything beyond that, carbide pays for itself quickly.
Whatever material you choose, remember that technique matters just as much. A sharp blade in the right material, combined with proper feed rate, appropriate tooth count, and tear-out prevention methods, is what actually delivers the clean plywood edges you’re after. Match your specific plywood type and cutting volume to the right tool material, and you’ll spend less time fighting your tools and more time building.


