
What is the best saw blade for not burning wood
The best saw blade for not burning wood is a combination ripping and crosscutting blade with carbide-tipped teeth, a 10-15 degree hook angle, a thin kerf, and a non-stick coating

The best saw blade for not burning wood is a combination ripping and crosscutting blade with carbide-tipped teeth, a 10-15 degree hook angle, a thin kerf, and a non-stick coating

A combination saw blade for general woodworking is a single blade engineered to handle ripping, crosscutting, and dadoes by alternating tooth geometries—typically a five-tooth group of four ATB teeth and

Choosing the right pre–milling cutter means balancing upfront cost against total tooling expenses over time. From our 10 years serving sheet metal fabrication clients at ZC-TOOLS, we see this trade-off

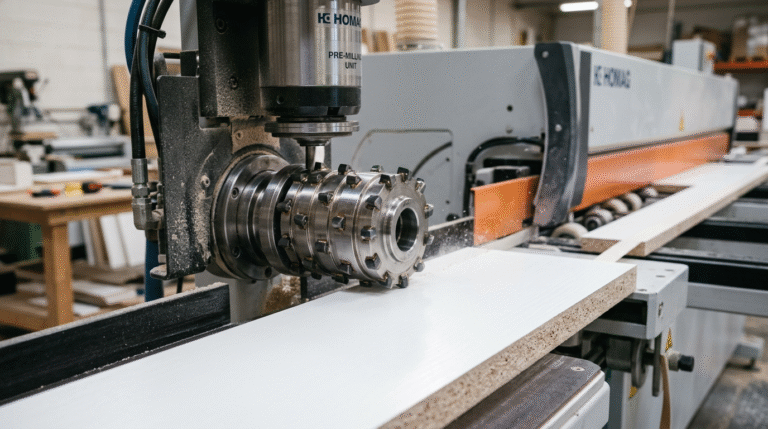
A pre-milling unit on your edge bander solves five critical problems: glue-starved seals, saw mark fractures, inclined edge angles, inconsistent bonding surfaces, and residual material stress. Understanding the 5 Problems

A cutter head assembled approximately 15%[1] under expected level torque loses up to 40% of its tool life. And over-torqued clamp screws snap at the worst possible moment, mid-cut. Across

Pre-milling cutters are twin-spindle PCD (polycrystalline diamond) tools mounted at an edgebander’s infeed station that shave 0.8–approximately 2.0 mm[1] off a panel’s rough, saw-cut edge to create a square, glue-ready

Pre–milling cutter chipping is the single most expensive failure mode on a modern edgebander — one chipped PCD tip can scrap a stack of panels before the operator notices. At

Tooling accounts for roughly 3% of total machining cost but influences up to 30% of part cost through scrap, cycle time, and downtime — a leverage ratio Sandvik Coromant has
A dull pre-milling cutter is the single most expensive tool in your edgebander — not because it costs much, but because it silently burns 15–25% of your adhesive, throws chip-out