
Carbide router bits can handle both oak and pine — but using the same bit at the same settings on both will almost guarantee either burn marks on the hardwood or fuzzy tearout on the softwood. The router bits for hardwood vs softwood difference comes down to three variables: cutting geometry, material grade, and the feed rates you pair with each. A bit optimized for routing dense maple at 18,000 RPM will shred white pine at that same speed, while a general-purpose bit designed for softwood dulls roughly 4–6 times faster when plowing through hickory or hard maple (Janka hardness 1,820 lbf). The short answer? You don’t necessarily need entirely different bits — but you absolutely need to understand which designs, coatings, and techniques perform best for each wood density category.
Short Answer — Do You Actually Need Different Router Bits for Hardwood and Softwood
No, you don’t need a completely separate set of bits. But using the exact same bit with the exact same settings on oak and pine will give you dramatically different results — and one of them will probably look terrible.
The real router bits for hardwood vs softwood difference isn’t about owning two toolboxes. It’s about choosing the right bit material, flute geometry, and feed rate for the wood density you’re cutting. Carbide-tipped bits with a higher shear angle excel on dense hardwoods like maple and cherry, while high-speed steel (HSS) bits can handle softwoods like cedar and spruce — at a fraction of the cost.
Get the combination wrong and you’ll see burn marks on hardwood or fuzzy, torn grain on softwood. A two-flute carbide spiral bit running at 18,000 RPM cuts white oak cleanly, yet that same setup can melt resinous pine. The difference between router bits for hardwood vs softwood comes down to matching three variables — not swapping your entire collection.
The sections below break down each variable so you can make smarter choices without wasting money. If you’re also selecting other woodworking cutters, our guide to industrial woodworking cutting tools covers the broader landscape.

Why Hardwood and Softwood Behave So Differently During Routing
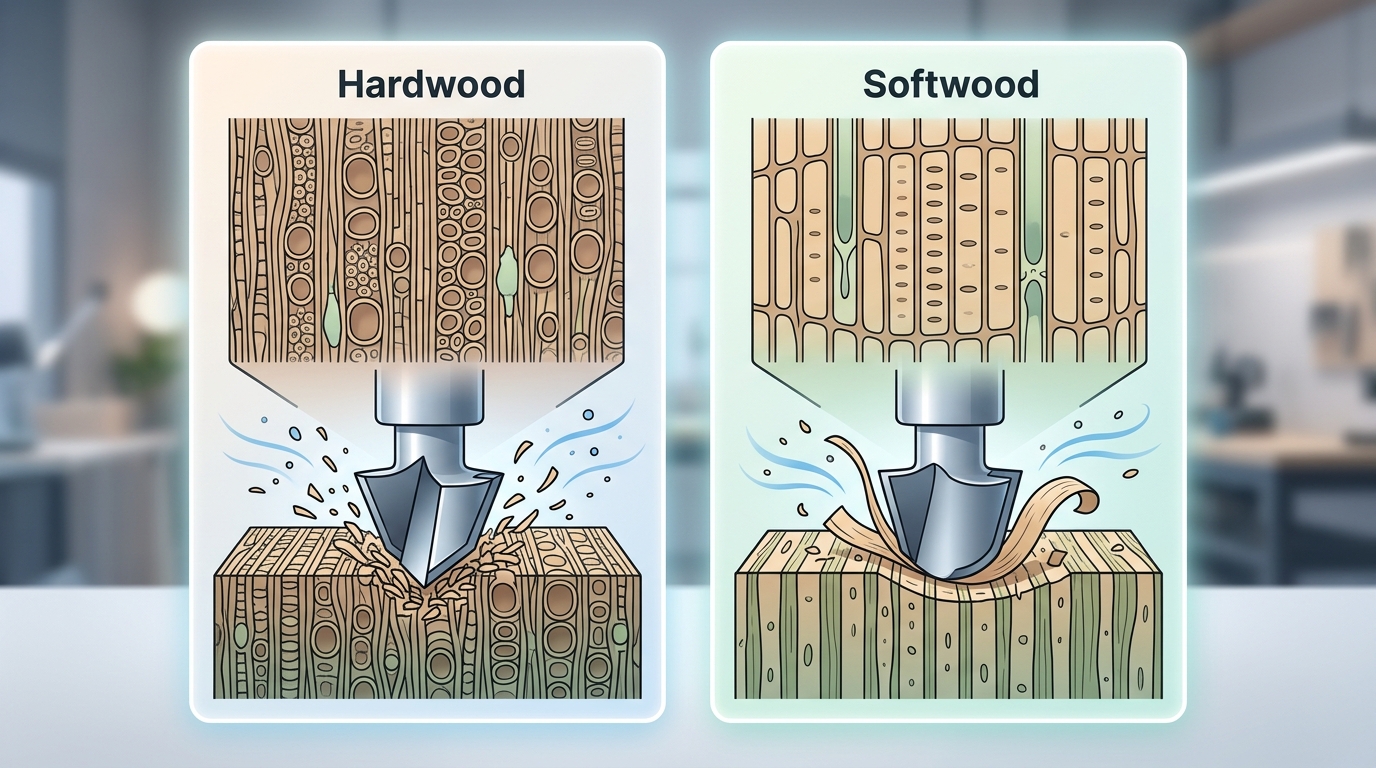
The router bits for hardwood vs softwood difference starts at the cellular level. Hardwoods like maple and white oak have dense, tightly packed fiber cells and vessel elements that resist the cutter’s edge. Their Janka hardness ratings range from 1,010 lbf (black walnut) to over 1,820 lbf (hard maple). Softwoods — pine, cedar, spruce — score between 350 and 690 lbf. That gap isn’t trivial; it fundamentally changes how the cutting edge engages the material.
Softwoods contain resin canals that gum up flutes and cause pitch buildup on the bit. Their long, flexible tracheids (the primary cell type) tend to tear rather than shear cleanly, especially when routing against the grain. Hardwoods present the opposite problem: extreme resistance generates more heat and accelerates edge wear.
Think of it this way — softwood fails by deforming, hardwood fails by fighting back. Your bit selection and technique must account for whichever failure mode you’re facing.
Grain pattern matters too. Ring-porous hardwoods like red oak have alternating bands of dense latewood and porous earlywood, creating inconsistent cutting resistance within a single pass. Diffuse-porous species like cherry route more predictably. Understanding these properties — density, resin content, grain structure — is essential before choosing bit material or geometry. Similar principles apply when selecting between rip and crosscut saw blades, where wood structure dictates the ideal tooth design.
Best Router Bit Materials and Coatings for Each Wood Type
Bit material is where the router bits for hardwood vs softwood difference becomes a spending decision. Three main options dominate the market — high-speed steel (HSS), carbide-tipped, and solid carbide — and each handles wood density and resin content very differently.
| Material | Best For | Edge Life in Hardwood | Resin Resistance | Relative Cost |
|---|---|---|---|---|
| HSS | Softwood, light use | Short (dulls 3–5× faster) | Low | $ |
| Carbide-tipped | Both wood types | Good (holds edge 10–15× longer than HSS) | Moderate | $$ |
| Solid carbide | Hardwood, CNC production | Excellent | Moderate | $$$ |
For hardwoods like maple, white oak, or hickory, carbide-tipped bits are the minimum. HSS simply cannot survive the Janka hardness ratings above 1,000 lbf without losing its edge within minutes of continuous routing. Solid carbide justifies its premium in CNC woodworking applications where consistent tolerances matter over thousands of feet.
When Coatings Actually Matter
Softwoods like pine and spruce present a different enemy: pitch buildup. Titanium nitride (TiN) coatings reduce friction and heat, but they won’t stop resin accumulation on their own. PTFE-based anti-stick coatings — sometimes marketed as “non-stick” or “orange” coatings by brands like CMT and Freud — genuinely reduce pitch adhesion by up to 50%, making them a smart upgrade for anyone routing resinous softwoods regularly.
Skip TiN coatings on budget bits. The coating outlasts the steel underneath, so you’re paying for protection on a tool that will dull first. Pair coatings with carbide — that’s where the value lives.

Flute Count and Cutting Geometry — How They Change Cut Quality by Wood Density
Flute count isn’t just a spec on the packaging — it directly controls chip evacuation and surface finish. A single-flute bit creates one cut per revolution, leaving a wide gullet for chips to escape. That matters enormously in softwood, where resinous, stringy fibers clog tight flute channels fast. Two-flute bits double the cuts per revolution, producing a smoother finish on dense hardwoods like maple and oak, but they choke on pine if feed rates aren’t aggressive enough.
Cutting geometry seals the deal. A higher rake angle (around 20–25°) slices hardwood fibers cleanly instead of scraping them, which is exactly how you prevent burn marks on cherry or hard maple. Softwoods tolerate lower rake angles because the fibers shear easily — the priority shifts to chip clearance, not cutting force.
Shear angle matters too. Spiral bits with a shear angle of 15°+ reduce cutting resistance and produce less tearout across both wood types. Understanding this router bits for hardwood vs softwood difference in geometry helps you pick the right profile without trial-and-error scorching. For a deeper look at how cutting geometry applies to CNC operations, see this guide on cutting tools for CNC woodworking.

Upcut vs Downcut vs Compression Bits — Choosing the Right Style for Each Wood
Spiral direction is where the router bits for hardwood vs softwood difference gets practical fast. An upcut spiral pulls chips upward and out of the cut, making it ideal for deep hardwood mortises in maple or walnut where chip packing causes heat buildup and bit damage. The tradeoff? It lifts fibers on the top surface, leaving fuzzy edges — acceptable inside a joint, unacceptable on a visible face.
Downcut spirals push chips downward, pressing fibers against the workpiece. This is exactly what softwoods like pine and cedar need for clean edge profiling, because their long, flexible fibers tear easily under upward cutting forces. For door-making operations in softwood, a downcut bit often eliminates sanding entirely on routed edges.
Compression bits combine both geometries — upcut on the bottom, downcut on the top. They’re the go-to for CNC plywood work but also shine when routing hardwood panels where both faces are visible. One caveat: compression bits only work correctly at full-depth passes, so shallow profiling jobs still demand a dedicated up or down spiral.
Quick rule: softwood visible edges → downcut. Hardwood deep slots → upcut. Through-cuts on any species → compression.
Speed and Feed Rate Adjustments That Prevent Burning and Tearout
Here’s the counterintuitive truth: slowing your feed rate in dense hardwood often causes burning rather than preventing it. When the bit spins at 18,000+ RPM but barely moves forward, each flute rubs the same spot repeatedly, generating friction heat that scorches maple and cherry within seconds. The router bits for hardwood vs softwood difference in practice comes down to one concept — chip load.
Chip load is the thickness of material each flute removes per revolution. For a 1/4″ two-flute bit at 18,000 RPM, a feed rate of 120 inches per minute yields a chip load of roughly 0.003″. That’s a solid target for hard maple. Drop to 60 IPM and you halve the chip load — the bit generates dust instead of chips, and heat has nowhere to go.
Softwood demands the opposite correction. Push too fast through pine or cedar and the long, flexible fibers tear instead of shearing cleanly, leaving fuzzy edges. Reduce RPM to around 14,000–16,000 and maintain a moderate feed rate so each flute takes a clean bite without ripping grain. For deeper guidance on matching speeds to tooling, see our guide to cutting tools for CNC woodworking.
Rule of thumb: if you see fine dust, speed up your feed. If you see torn fibers, slow down your RPM.
Common Routing Problems by Wood Type and How to Solve Them
Every species punishes you differently. Understanding the router bits for hardwood vs softwood difference means diagnosing problems that are unique to each category — and applying fixes that actually match the wood’s behavior.
Softwood Headaches
- Resin clogging in pine: Pitch buildup on flutes causes friction and burning within minutes. Clean bits with a resin solvent after every 20 linear feet, and use a two-flute upcut bit to evacuate sticky chips faster.
- Fuzzy edges in cedar: Cedar’s soft, stringy fibers tear instead of shearing cleanly. A downcut spiral bit with a steep shear angle presses fibers down during the cut. Take two shallow passes (50% depth each) rather than one full-depth plunge.
Hardwood Headaches
- Burning in hard maple: Maple’s density generates extreme heat at low feed rates. Increase your feed speed by 15–20% and confirm your bit isn’t dull — even slightly worn carbide edges cause scorch marks on maple within seconds.
- Chipping in white oak: Oak’s open grain and prominent rays splinter easily, especially on end grain. Climb cutting the final pass — feeding the router in the same direction as bit rotation — produces a shearing action that minimizes chipout. Use this technique only for light finishing passes (1/32″ depth) because climb cutting can grab aggressively.
Quick rule: if your problem is fuzzy or torn, the wood is too soft for your bit geometry. If it’s burned or chipped, the wood is too hard for your current speed and depth settings.
For more guidance on matching cutting tools to specific woodworking tasks, see our essential woodworking cutting tools guide.
Recommended Router Bits for Popular Hardwood and Softwood Species
This quick-reference table distills the router bits for hardwood vs softwood difference into species-level recommendations you can act on immediately. Bit material, flute count, and spiral direction are matched to each wood’s density and grain behavior.
| Species | Type | Bit Material | Flute Count | Recommended Geometry |
|---|---|---|---|---|
| White Oak (Janka 1,360) | Hardwood | Solid carbide or TiAlN-coated | 2–3 | Downcut spiral for edge profiles |
| Hard Maple (Janka 1,450) | Hardwood | Solid carbide | 3 | Compression for through-cuts |
| Black Walnut (Janka 1,010) | Hardwood | Carbide-tipped | 2 | Upcut spiral for dado grooves |
| Cherry (Janka 950) | Hardwood | Carbide-tipped, high shear angle | 2 | Downcut to prevent burn marks |
| Eastern White Pine (Janka 380) | Softwood | Carbide-tipped | 1–2 | Upcut spiral for chip clearance |
| Western Red Cedar (Janka 350) | Softwood | Carbide-tipped | 1 | Straight or upcut; avoid compression |
| Spruce (Janka 410) | Softwood | HSS or carbide-tipped | 1–2 | Upcut spiral at high feed rate |
| Yellow Poplar (Janka 540) | Borderline | Carbide-tipped | 2 | Downcut for clean face; upcut for slots |
Cherry deserves special attention — its sugars caramelize fast, so a high-shear downcut bit paired with aggressive feed rates (80–120 IPM on a CNC) prevents the dark scorch lines that ruin a finish. For a deeper look at choosing CNC-specific cutting tools, that guide covers toolpath strategies too.
Bookmark this table. When you’re standing at the router table deciding between bits, species-specific guidance beats generic advice every time.
Frequently Asked Questions About Router Bits for Different Wood Types
Are carbide bits worth the extra cost just for softwood?
Yes — even in pine or cedar, carbide-tipped bits hold their edge 10–15 times longer than HSS. Resin buildup dulls HSS fast, so carbide pays for itself after roughly 50 linear feet of routing in pitchy softwoods.
Can one router bit set handle both hardwood and softwood?
A quality carbide set covers about 80% of tasks across both categories. The real router bits for hardwood vs softwood difference shows up in specialty work — dense exotics like ipe demand fewer flutes and slower RPM, while soft species need sharper shear angles to avoid fuzz. One set works; optimized bits work better.
How do I know a bit is too dull for hardwood?
Burn marks on maple or oak at normal feed rates are the clearest sign. If you also notice increased vibration or the router straining audibly, the carbide edge has likely chipped or rounded. Inspect under magnification — any visible rounding means it’s time to resharpen or replace.
Are spiral bits always better than straight bits for dense species?
Not always. Spiral bits excel at chip evacuation in deep mortises, but a quality straight bit with a shear grind handles shallow edge profiles in hardwood just fine — often at a lower price. Choose based on cut depth and application, not density alone. For more guidance on matching tooling to specific tasks, see our essential woodworking cutting tools guide.
Matching Your Router Bits to Your Wood — Key Takeaways
Understanding the router bits for hardwood vs softwood difference comes down to four decision points. Here’s the cheat sheet:
| Decision Factor | Hardwood (Oak, Maple, Walnut) | Softwood (Pine, Cedar, Spruce) |
|---|---|---|
| Bit Material | Solid carbide or TiAlN-coated carbide | Carbide-tipped HSS (budget-friendly and effective) |
| Flute Count | 2–3 flutes for controlled chip evacuation | 1–2 flutes to prevent clogging with resinous fibers |
| Spiral Direction | Downcut or compression for clean edges | Upcut to clear soft, sticky chips quickly |
| Router Speed | 16,000–20,000 RPM with slower feed rates | 20,000–24,000 RPM with faster, decisive passes |
Pull out your current bit collection tonight. If every bit is the same flute count and you’re routing both cherry and cedar, you’re leaving quality on the table — or burning marks into it. Even swapping one variable, like switching from an upcut to a downcut on hardwood edge profiles, produces a noticeable improvement.
Need to round out your toolkit beyond router bits? Our guide to essential woodworking cutting tools every beginner should own covers the full picture. Start with the guidelines above, test on scrap, and let the wood tell you if you got it right.


