
The global woodworking machinery tooling market exceeded $1.2 billion in 2023, and boring bits for woodworking machines account for one of the highest-volume consumable categories in cabinet, furniture, and panel processing shops worldwide. Whether you’re drilling hinge cup holes on a CNC point-to-point machine, running a multi-spindle line boring operation, or using a benchtop drill press for dowel joinery, selecting the right boring bit determines hole accuracy, edge quality, and tool life — ultimately shaping your cost per part. This guide breaks down every type, sizing standard, material option, and machine-matching consideration so you can buy with confidence.
What Are Boring Bits for Woodworking Machines
Boring bits are specialized cutting tools engineered to produce precise, clean-edged holes in wood and wood-based panels. Unlike general-purpose twist drills — which tend to wander on entry and leave ragged edges — boring bits for woodworking machines feature a center point (brad point or spur) that locks into the workpiece before the cutting lips engage. The result: flat-bottomed or through holes with tolerances as tight as ±0.05 mm, exactly what cabinet, furniture, and door manufacturing demand.
Why does the distinction matter? A standard HSS twist drill spinning at 3,000 RPM in MDF will chip the surface and produce an oversized hole. A purpose-built boring bit with carbide-tipped (TCT) cutting edges handles the same task cleanly at higher feed rates, lasting up to five times longer between sharpenings.
In production environments — line boring machines, CNC point-to-point routers, multi-spindle drill heads — the bit isn’t just a consumable. It’s the single component that determines hole quality, cycle time, and scrap rate.
Common applications include:
- System 32 cabinet construction — 5 mm shelf-pin holes on 32 mm centers
- Hinge cup boring — 35 mm flat-bottomed recesses for European concealed hinges
- Dowel joinery — 6 mm, 8 mm, and 10 mm through holes for dowel insertion
- Panel connectors — stepped or counterbored holes for cam-lock fittings
Choosing the right boring bits for woodworking machines starts with understanding these application demands. The sections ahead break down bit types, machine compatibility, materials, and sizing so you can match the correct tool to your production line. For a broader look at CNC woodworking cutting tools, that guide covers router bits, saw blades, and more alongside boring bits.

Main Types of Boring Bits and Their Best Applications
Not every hole demands the same tool. Choosing the right boring bits for woodworking machines starts with understanding what each type does best — and where it falls short.
| Bit Type | Hole Quality | Best For | Ideal Wood Types |
|---|---|---|---|
| Forstner Bits | Ultra-clean, flat-bottomed | Concealed hinges, overlapping holes | Hardwood, softwood, plywood |
| Brad-Point Bits | Precise entry, minimal tear-out | Dowel joints, line boring, CNC drilling | MDF, particleboard, solid wood |
| Auger Bits | Good, with chip clearance | Deep through-holes, timber framing | Solid hardwood, green wood |
| Multi-Spur Bits | Clean rim cut | Large-diameter holes in thin stock | Plywood, veneered panels |
| Hinge Boring Bits | Flat-bottomed, 35mm standard | European cup hinges (Blum, Hettich) | Particleboard, MDF, melamine |
Brad-point bits dominate production environments. Their center spur eliminates walking, making them the go-to choice for multi-spindle and CNC line boring machines running at 2,800–6,000 RPM. ZC-TOOLS offers a carbide-tipped brad-point series specifically engineered for this kind of high-volume throughput.
Forstner and hinge boring bits share a flat-bottom design, yet they serve different scales. A 35mm TCT Forstner bit handles cabinet hinge cups all day; a 50mm+ multi-spur bit is better when you need clean large holes in door panel production. Match the bit to the task, and you cut rework by up to 30%.

Machine Compatibility — Matching Boring Bits to CNC, Drill Press, and Boring Machines
A perfectly engineered bit is useless if it doesn’t fit your machine. When selecting boring bits for woodworking machines, the first question isn’t “what material?” — it’s “what spindle am I feeding this into?”
CNC Routers
CNC routers typically accept bits with straight shanks in standard collet sizes — 8 mm, 10 mm, or 1/2″. Runout tolerance matters enormously here; anything above 0.02 mm can produce oversized holes and accelerate wear. Brad-point carbide bits with through-coolant channels perform best at the high RPMs (12,000–24,000) common on CNC platforms. For a deeper look at tool selection for automated setups, see our guide on cutting tools for CNC woodworking.
Multi-Spindle Boring Machines (Line Borers)
Line boring machines like those from Biesse or Weeke use standardized 10 mm × 20 mm round shanks. These machines run at lower speeds (2,800–5,000 RPM) but demand exceptional concentricity across dozens of spindles firing simultaneously. HSS or carbide-tipped boring bits with precision-ground shanks are the standard — even 0.01 mm of shank deviation multiplied across 21+ spindles creates cumulative positioning errors.
Bench Drill Presses and Handheld Drills
Drill presses accept round shanks via three-jaw chucks, usually up to 13 mm capacity. Forstner bits and brad-point bits both work well, but keep speeds below 2,500 RPM for diameters above 25 mm to prevent burning. Handheld drills introduce the most operator-induced runout, so shorter overall bit lengths improve accuracy.
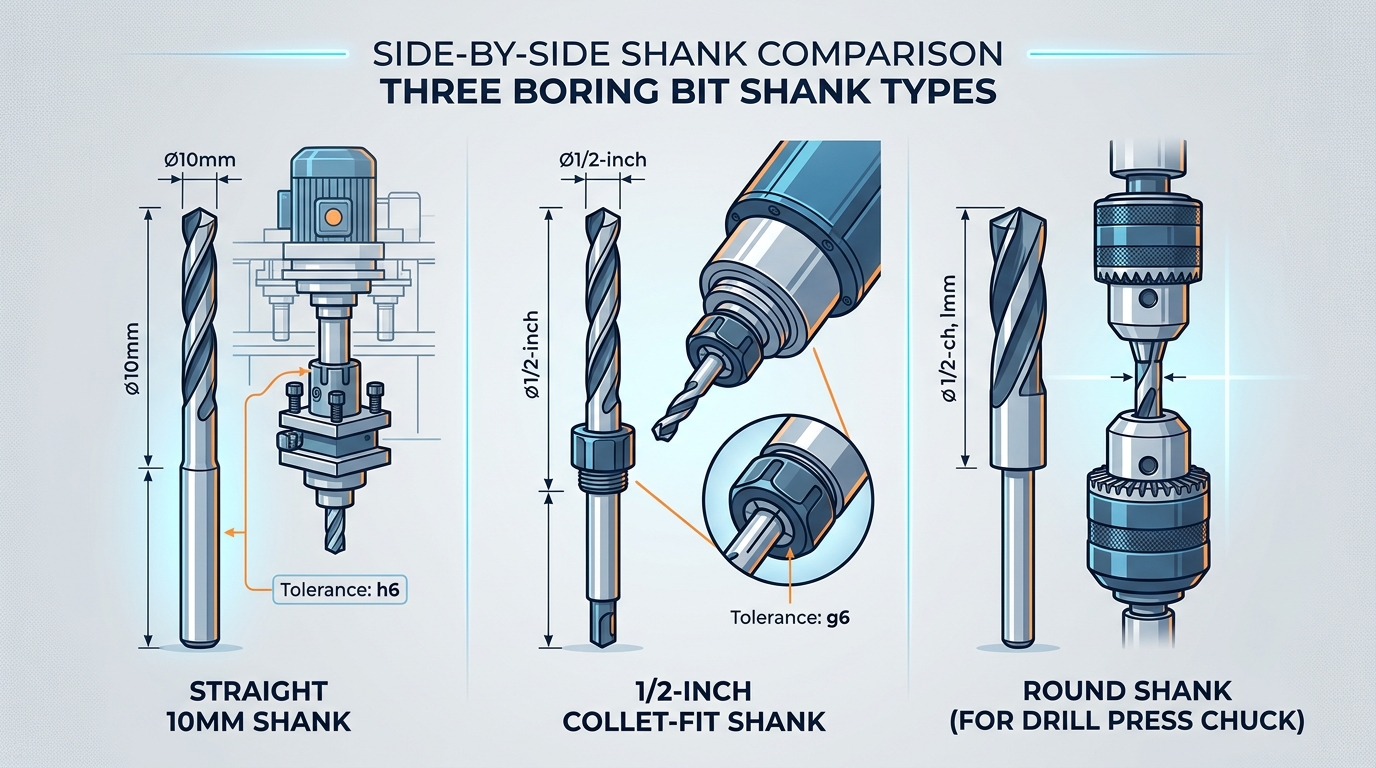
Buyer tip: Always verify the shank tolerance spec on the manufacturer’s data sheet before bulk ordering boring bits for woodworking machines — not all “10 mm” shanks are ground to the same h6 or h7 tolerance class.
ZC-TOOLS offers both HSS line-boring bits and 3-flute carbide brad-point bits engineered to meet the tight shank tolerances required by major CNC and multi-spindle platforms.
Material and Coating Options That Affect Performance and Lifespan
The substrate material of your boring bits for woodworking machines determines how long an edge stays sharp, how much heat the tool can absorb, and ultimately what you pay per hole in a production run. Three material classes dominate the market — and the gap between them is significant.
| Material | Max Operating Temp | Edge Retention | Relative Cost | Best For |
|---|---|---|---|---|
| HSS (High-Speed Steel) | ~600 °C | Moderate | 1× | Softwood, low-volume shops |
| Carbide-Tipped (TCT) | ~800 °C | High | 2–3× | MDF, particleboard, multi-shift lines |
| Solid Carbide | ~1,000 °C | Excellent | 4–6× | High-speed CNC, abrasive laminates |
HSS boring bits are the budget entry point. They resharpen easily, but in a CNC line drilling 5,000+ holes per shift, you’ll swap them out far too often. Carbide-tipped bits — like the ZC-TOOLS 3-Flute TCT boring bits — strike the best balance for most cabinet and furniture factories, delivering 3–5× the hole count before regrinding.
How Coatings Change the Equation
A coating doesn’t replace good substrate material; it amplifies it. Titanium nitride (TiN) adds a gold-colored layer that reduces friction by roughly 30%, extending tool life in softwood and plywood. For hardwood or melamine-faced panels, titanium aluminum nitride (TiAlN) handles higher temperatures and resists built-up edge far better — a real advantage on boring bits for woodworking machines running above 8,000 RPM.
Rule of thumb: if your cost-per-hole on uncoated HSS exceeds $0.02, switching to a TiAlN-coated carbide-tipped bit almost always lowers total tooling cost within the first month of production.
For a deeper comparison of carbide grades across different panel materials, see our guide on best cutting tool material for MDF.

Sizing Essentials — Shank Diameter, Cutting Diameter, and RPM Matching
Getting the wrong size doesn’t just waste money — it ruins workpieces. When selecting boring bits for woodworking machines, three parameters demand your attention before anything else: shank diameter, cutting diameter, and spindle speed.
Shank Types and Dimensions
- Round shank (10 mm Euro shank): The industry standard for European-style line boring machines and most CNC point-to-point systems. If you run Biesse, Homag, or Weeke equipment, this is almost certainly what you need.
- Hex shank: Common on portable drills and lighter-duty bench presses. Offers anti-slip grip but limited concentricity at high RPM.
- Round shank (8 mm): Found on older Asian-market multi-spindle borers. Confirm compatibility before ordering in bulk.
Cutting Diameter and RPM Guidelines
Cutting diameters for hinge boring and dowel work typically range from 5 mm to 35 mm. Larger diameters demand slower spindle speeds — push a 35 mm Forstner-style bit past 2,500 RPM in hard maple and you’ll see scorching within seconds. A 5 mm brad-point bit, by contrast, performs cleanly at 6,000–8,000 RPM.
| Cutting Diameter | Softwood RPM | Hardwood RPM |
|---|---|---|
| 5–8 mm | 6,000–8,000 | 4,000–6,000 |
| 10–15 mm | 4,000–5,500 | 2,500–4,000 |
| 20–35 mm | 2,000–3,500 | 1,500–2,500 |
Running too fast causes burn marks and premature edge dulling; too slow leads to tear-out and chip packing. Always cross-reference the bit manufacturer’s RPM chart with your machine’s spindle capability. For a deeper look at matching tooling to CNC platforms, see our guide on cutting tools for CNC woodworking.
Quick rule of thumb: multiply the cutting diameter (in mm) by 100 to get a rough maximum RPM ceiling for hardwoods. A 15 mm bit? Stay at or below 1,500 RPM in oak.
ZC-TOOLS offers its drill bits series in all three shank configurations with cutting diameters from 5 mm through 35 mm — covering virtually every boring application in cabinet and furniture production.
Maintenance, Sharpening, and Storage Tips to Extend Bit Life
Resin and pitch buildup is the silent killer of boring bits for woodworking machines. After every shift, soak bits in a dedicated resin remover — CMT’s Formula 2050 or a simple mix of hot water and citrus-based degreaser works well — then wipe dry with a lint-free cloth. Skipping this step accelerates heat buildup on the next run, which dulls carbide edges 30–40% faster than normal wear alone.
Sharpening by Geometry
- Brad-point bits: Hone the outer spurs with a fine diamond paddle, then touch up the center point. Never grind the flute face — you’ll alter the rake angle.
- Forstner bits: Sharpen the inside bevel of the rim cutters and the flat chisel edge using a small slip stone. Maintain the original relief angle (typically 10–15°).
- Through-hole CNC bits: These usually require professional CNC grinding to restore edge tolerances within ±0.02 mm. Send them out rather than hand-sharpening.
When to Resharpen vs. Replace
A good carbide-tipped bit can handle 3–5 resharpenings before the cutting diameter shrinks beyond tolerance. If you notice chipping on the carbide edge — not just dullness — replacement is the smarter move. Chipped carbide cannot be reliably restored and risks workpiece blowout.
Rule of thumb: when resharpening cost exceeds 40% of a new bit’s price, buy fresh. Explore bulk options from manufacturers like ZC-TOOLS’ drill bit series to keep per-unit replacement costs low.
Storage Best Practices
Store bits individually in foam-lined trays or slotted wooden racks — never loose in a drawer where edges clatter against each other. Apply a thin coat of light machine oil or a vapor corrosion inhibitor (VCI) wrap for long-term storage, especially in humid shops. For a broader look at maintaining industrial woodworking cutting tools, proper storage alone can extend usable life by up to 50%.
Frequently Asked Questions About Boring Bits for Woodworking
What is the difference between a boring bit and a standard drill bit?
Standard twist drill bits are designed for metal and general-purpose work — they wander on wood grain and leave rough entry holes. Boring bits for woodworking machines feature brad points or center spurs that lock into the surface before the cutting edges engage, producing flat-bottomed, splinter-free holes with tolerances as tight as ±0.05 mm.
Can I use Forstner bits on a CNC machine?
Yes, but only TCT (tungsten carbide tipped) Forstner bits rated for high-RPM use. Standard HSS Forstner bits overheat above 3,000 RPM. For CNC-specific options, see our guide on cutting tools for CNC woodworking.
What RPM should I run for hardwood vs. softwood?
| Material | 8 mm Bit | 35 mm Bit |
|---|---|---|
| Softwood (pine, spruce) | 3,000–4,000 RPM | 1,200–1,800 RPM |
| Hardwood (oak, maple) | 2,000–3,000 RPM | 800–1,200 RPM |
Always reduce speed as diameter increases. Burning marks on hardwood almost always mean your RPM is too high or feed rate too slow.
How do I choose between HSS and carbide?
HSS works fine for short runs and softwoods — it’s cheaper and easier to resharpen. Carbide-tipped boring bits last up to 10× longer in abrasive materials like MDF and particleboard, making them the clear winner for production environments. If you process more than 500 panels per week, carbide pays for itself within the first month.
How to Choose the Right Boring Bits for Your Workshop — Quick Selection Checklist
Stop second-guessing. Run through this checklist before your next purchase of boring bits for woodworking machines, and you’ll order exactly what your production line needs — nothing more, nothing less.
- Identify the hole type: Through-hole, blind hole, or hinge cup? This determines whether you need a brad-point bit, Forstner bit, or multi-spur design.
- Confirm machine compatibility: Match shank diameter (10 mm for line boring, 8 mm for CNC, etc.) and overall length to your spindle or chuck specifications.
- Select the right material grade: HCS for softwoods, HSS for general hardwoods, carbide-tipped (TCT) for MDF, particleboard, or high-volume CNC runs.
- Verify RPM range: Cross-reference the manufacturer’s recommended speed with your machine’s spindle output — mismatched RPM causes premature wear and blowout.
- Factor in volume and budget: Bulk carbide-tipped bits cost more upfront but deliver 5–8× the lifespan of HSS in panel processing environments.
Pro tip: If you’re sourcing at scale, working with a specialized manufacturer cuts per-unit cost significantly. Learn how to find a reliable China woodworking tools supplier to streamline procurement.
Ready to match every item on this checklist? Browse the full ZC-TOOLS boring bit and drill bit catalog for carbide-tipped, HSS, and specialty bits engineered for CNC routers, line boring machines, and multi-spindle drills. Need custom diameters or bulk pricing? Contact our team directly — we’ll spec the right solution for your workshop.


